
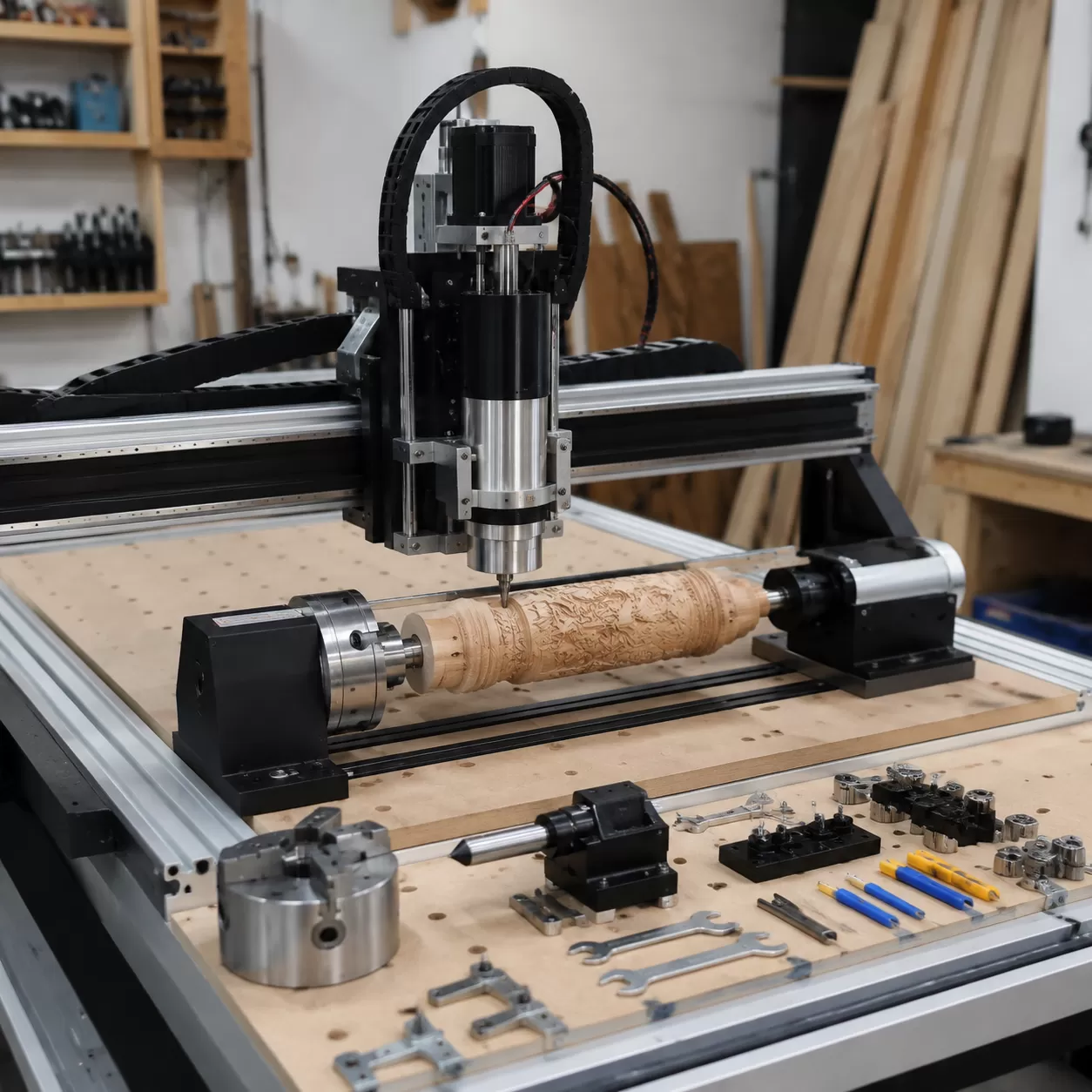
Qu'est-ce qu'un CNC Routeur Bois avec 4ème Axe ?
A CNC routeur bois avec 4ème axe La configuration introduit un axe de rotation spécialisé dans les axes traditionnels X, Y et Z. Au lieu de couper uniquement de haut en bas, la machine peut faire pivoter la pièce en cours d'exécution. Cette addition transforme un système de portique standard en un centre de sculpture hautement capable, conçu pour des travaux en bois complexes et multi-faces.
Qu'est-ce qu'un CNC Routeur Bois à Axe Rotatif ?
A CNC routeur bois à axe rotatif intègre un ensemble de mandrin et de contre-pointe synchronisés directement sur ou à côté du plateau de traitement plat. Fonctionnant comme l'axe A ou B, ce système considère la pièce de bois comme un cylindre plutôt qu'une plaque plate. Le logiciel de contrôle traduit les mouvements linéaires de l'axe Y en degrés de rotation précis. Cette ingénierie permet à la broche de maintenir un angle de coupe parfaitement perpendiculaire par rapport à une surface courbe, permettant une véritable sculpture à 360 degrés sans retourner manuellement la pièce.
Pourquoi les machines standard à 3 axes sont insuffisantes pour le travail cylindrique
Les machines standard à 3 axes sont conçues spécifiquement pour l'usinage de matériaux en plaques et le traitement plan. Lorsqu'on tente de réaliser des projets 3D complexes avec une configuration à 3 axes standard, plusieurs goulots d'étranglement apparaissent :
- Zones d'ombre sous-coupées : Une broche standard à 3 axes ne peut pas atteindre sous le point le plus large d'une pièce courbe ou cylindrique, laissant du matériau brut non usiné.
- Re-repositionnement manuel constant : L'indexation multi-faces nécessite de faire une pause manuelle, de retourner le bois et de réinitialiser la pièce, ce qui introduit des erreurs d'alignement.
- Finition de surface médiocre sur les pentes : Sculpter des courbes profondes avec des mouvements plats X, Y et Z oblige la pointe de l'outil à descendre par incréments, laissant des bords dentelés et rugueux qui nécessitent un ponçage manuel intensif.
Comment une table rotative à 4 axes change la donne pour votre atelier
Ajouter un Table rotative à 4 axes à nos machines redéfinit complètement ce que votre atelier de menuiserie peut produire. Elle comble le fossé entre la découpe de panneaux plats et la fabrication spécialisée Tour à bois CNC offrant des avantages de production distincts :
- Gravure cylindrique 3D parfaite : Produisez des balustres d'escalier personnalisés, des pieds de table complexes, des colonnes et des poignées d'outils sur mesure avec un détail précis en une seule configuration automatisée.
- Suppression des erreurs de configuration : En verrouillant le matériau dans un mandrin à 4 mâchoires en queue d'aronde, le système de contrôle suit l'angle de rotation exact, garantissant une symétrie parfaite sur toutes les faces du bois.
- Catalogue de produits élargi : Votre atelier peut passer sans effort de la découpe de portes d'armoire et de composants de feuilles imbriquées à la sculpture de composants architecturaux tridimensionnels haut de gamme sur la même machine.
Qualité de fabrication de niveau industriel pour la sculpture intensive

Les cadres légers ne peuvent tout simplement pas supporter les forces de rotation et les profondeurs de sculpture nécessaires pour des travaux de menuiserie architecturale haut de gamme, des pieds de meubles sur mesure ou des colonnes complexes. Nous concevons nos machines avec une base inébranlable pour garantir que vos trajectoires d'outil restent parfaitement précises, même lors d'une élimination agressive de matière.
Pourquoi une CNC à portique en fonte robuste bat les cadres légers
A CNC à portique en fonte robuste est la colonne vertébrale d'une machine véritablement de qualité industrielle. Contrairement aux portiques en aluminium ou en tôle fine qui fléchissent sous la charge structurelle d'une broche robuste et d'une rotation Table rotative à 4 axes, la fonte absorbe la déviation. Cette rigidité massive élimine le jeu structurel qui ruine les finitions de surface. En choisissant un portique en fonte, vous obtenez des coupes parfaitement lisses sur des projets de sculpture complexes à 360 degrés sans avoir à poncer pendant des heures pour effacer les marques d'outil.
Bases de tubes en acier à soulagement de stress qui arrêtent les vibrations dead
Le cadre de notre CNC routeur bois à axe rotatif commence avec des tubes en acier à paroi épaisse qui subissent un processus strict de soulagement thermique du stress. Nous cuisons les cadres soudés pour éliminer la tension structurelle interne avant d’usiner les sièges des rails de guidage. Cela empêche le cadre de se déformer après des années d’utilisation intensive en atelier. Le poids même de cette base soulagée de stress arrête net les vibrations harmoniques, maintenant votre gravure cylindrique 3D précise au millimètre.
Pour que votre espace de travail fonctionne sans problème aux côtés de ces machines robustes, nous fabriquons également des composants industriels de haute qualité et Pièces de rechange CNC pour assurer un temps d’arrêt minimal et une fiabilité à long terme pour votre atelier.
Alimentations synchronisées à double moteur
Faire fonctionner une large portique d’un seul côté est une recette pour le blocage et la torsion structurelle, surtout lors de l’utilisation d’une machine à 3 axes avec accessoire rotatif où les forces sont réparties de manière inégale. Nous équipons nos machines de systèmes d’entraînement synchronisés à double moteur sur l’axe Y.
- Zéro déviation: Les deux côtés bougent en parfaite harmonie, éliminant tout désalignement du portique.
- Fourniture de couple élevée: Les doubles moteurs fournissent la puissance brute nécessaire pour maintenir des vitesses d’alimentation élevées.
- Durée de vie prolongée des composants: En empêchant la torsion, il y a moins d’usure sur vos rails de guidage linéaires et vos systèmes de transmission.
Contrôles de haute précision et sous-systèmes d’alimentation
Lors de la configuration d’une routeur CNC en bois avec 4ème axe Configuration, les sous-systèmes d'alimentation internes déterminent si votre atelier peut gérer des travaux architecturaux complexes ou une fabrication de meubles à volume élevé.
Râtelier hélicoïdal à crémaillère et pignon vs. Vis à billes
Pour les axes X et Y, les systèmes de râtelier hélicoïdal usinés avec précision sont la norme de l'industrie pour l'usinage à haute vitesse. Contrairement aux vis à billes traditionnelles, qui peuvent osciller et fléchir sur de longues distances, les râteliers hélicoïdaux offrent un engagement continu des dents. Cela se traduit par une accélération plus fluide, moins d'usure et une transmission de force massive. Les vis à billes restent le choix privilégié pour l'axe Z, où un positionnement vertical à charge élevée et de courte distance nécessite un contrôle de jeu nul absolu.
Systèmes de moteur pas à pas vs. systèmes de commande CNC à servo
Choisir la bonne configuration de moteur impacte directement votre vitesse de production et votre précision :
| Fonctionnalité | Systèmes de moteur pas à pas | Systèmes CNC à servo |
|---|---|---|
| Boucle de rétroaction | Boucle ouverte (pas de vérification de position) | Boucle fermée (rétroaction de position constante) |
| Vitesse & Couple | Couple élevé à basse vitesse ; diminue | Maintient un couple élevé à haute vitesse de rotation |
| Précision | Excellent pour la sculpture standard | Micro-précis ; élimine les étapes perdues |
| Meilleur usage pour | Ateliers soucieux du budget, impression 3D d'entrée de gamme | Production industrielle à haute vitesse |
Pour les ateliers utilisant un fraiseuse CNC pour meubles pour produire des jambes de chaise détaillées ou des moulures de couronne, la mise à niveau vers des servomoteurs à boucle fermée garantit que la machine ne perd jamais sa position lors de trajectoires rotatives complexes à 360 degrés.
Rails de guidage linéaire carrés de qualité supérieure
Pour maintenir une capacité de charge uniforme sur tous les axes, nous utilisons des rails de guidage linéaire carrés de haute qualité et robustes. Ces rails comportent quatre rangées de roulements à billes qui répartissent le poids de manière homogène, que le portique accélère sur une plaque plate ou qu'il supporte les forces de torsion intenses d'une grosse bûche en bois dur tournant sur la table rotative du 4ème axe. Cette rigidité garantit des finitions sans vibrations nécessitant zéro ponçage manuel.
À l'intérieur de la mécanique de l'indexeur rotatif du 4ème axe

Comment le contre-poupée à mandrin auto-centrant à 4 mors maintient le bois verrouillé
Lors de l'exécution de projets complexes sculpture à 360 degrés la stabilité de la pièce est non négociable. Nos CNC routeur bois à axe rotatif systèmes utilisent une configuration robuste et auto-centrante mandrin à 4 mâchoires en queue d'aronde pour sécuriser la matière. Contrairement aux systèmes à 3 mors standard qui peuvent avoir du mal avec le bois carré ou les ébauches de bois irrégulières, la conception à 4 mors applique une force de serrage indépendante et uniforme sur quatre points de contact.
[Mandrin à 4 mors] → Pièce de bois serrée → [Contre-poupée réglable]
La contre-poupée réglable se déplace en douceur le long des rails de guidage, vous permettant de verrouiller des longueurs de bois variables avec un jeu axial nul. Cette structure mécanique de serrage rigide garantit que la pièce reste parfaitement concentrique tout au long du cycle d'usinage, éliminant le glissement même lors de la sculpture rotative à grande vitesse.
Réducteurs planétaires et pourquoi le couple de maintien est important pour les coupes profondes
Les véritables capacités d'un CNC routeur bois avec 4ème axe dépendent fortement de son système de réduction d'entraînement. Nous équipons nos unités rotatives de réducteurs planétaires de haute précision plutôt que de simples entraînements par courroie.
- Élimination du jeu : Les engrenages planétaires garantissent un jeu quasi nul, ce qui se traduit par des transitions de sculpture impeccables sans fantômes ni zones plates.
- Couple de maintien massif : Les passes d'ébauche profondes et agressives exercent d'énormes forces de rotation sur le bois. Un couple de maintien élevé empêche la pièce de fléchir sous de lourdes charges de broche.
- Interpolation plus douce : Le positionnement constant par micro-pas garantit que la finition de surface nécessite un ponçage minimal dès la sortie de la machine.
| Type d'entraînement | Contrôle du jeu | Transmission de couple | Application idéale |
|---|---|---|---|
| Réducteur à engrenages planétaires | Excellent (Près de zéro) | Élevé / Constant | Gravure cylindrique 3D lourde |
| Transmission par courroie standard | Pauvre (tendance à s'étirer) | Faible / Glisse sous charge | Travail léger de loisir |
Unités de table contre configurations de cadre à plateau encastré
Choisir comment l'axe rotatif s'intègre dans la géométrie de la machine impacte directement votre flux de travail quotidien en atelier et la taille des matériaux que vous pouvez manipuler.
Pour les ateliers principalement axés sur le travail plat standard qui ont occasionnellement besoin d'un machine à 3 axes avec accessoire rotatif, un unité de table offre une grande flexibilité. Elle se monte directement sur nos routeur CNC en bois à 3 axes bancs en utilisant des pinces à rainure en T et peut être débranchée lorsque vous devez dégager le plateau pour le traitement de grands panneaux.
Cependant, si vos exigences de production nécessitent un changement fréquent entre l'usinage de matériaux en feuilles et le tournage de colonnes épaisses, notre configuration de cadre à plateau encastré est la solution industrielle. En immergeant l'axe rotatif dans un canal dédié à côté ou en dessous de la surface principale du plateau, vous bénéficiez d'une énorme ouverture de diamètre de balancier. Cela vous permet de sculpter de lourds piliers architecturaux et de lourdes jambes de table sans sacrifier la hauteur précieuse de l'axe Z du portique.
Puissance de l'outil et systèmes de refroidissement
Le mandrin est le cœur de votre CNC routeur bois à axe rotatif. Le choix de la bonne puissance et de la méthode de refroidissement détermine directement votre vitesse de coupe, la qualité du bord et les types de matériaux que votre atelier peut traiter efficacement.
Choisir la taille de votre broche industrielle (2,2 kW à 9,0 kW)
Adapter la puissance de votre broche à votre volume de production évite le blocage du moteur et garantit un fonctionnement fluide sculpture à 360 degrés résultats.
- Broches de 2,2 kW à 3,5 kW Idéal pour les ateliers de moyenne charge axés sur le détail gravure cylindrique 3D, pieds de meubles complexes, et traitement standard du bois dur.
- Broches de 4,5 kW à 6,0 kW : Le point idéal pour les environnements à haute production. Ces systèmes gèrent l'enlèvement rapide de matière sur du bois de grand diamètre sans effort.
- Broches de 9,0 kW Conçu pour la montée en charge industrielle intensive, les configurations d'outillage lourd et l'intégration avec un changeur d'outils automatique rotatif CNC configuration.
Configurations refroidies par eau vs. refroidies par air
Maintenir votre broche au frais pendant de longues trajectoires de coupe continues est essentiel pour protéger les roulements internes.
| Type de refroidissement | Idéal pour | Avantage Clé | Besoins en maintenance |
|---|---|---|---|
| Refroidi par eau | Magasins calmes et gravure profonde et lente sur la quatrième axe | Fonctionnement extrêmement silencieux ; indépendant de la température ambiante du magasin | Nécessite la gestion d'eau distillée et d'antigel dans les climats froids |
| Refroidi par air | Environnements poussiéreux et production à cycle rapide | Faible entretien ; configuration plug-and-play qui ne peut pas fuir | Fonctionnement plus bruyant ; l'efficacité du refroidissement dépend de la température ambiante |
Commandes à vitesse variable jusqu'à 24 000 tr/min
Nos systèmes utilisent des variateurs de fréquence (VFD) avancés pour fournir des ajustements de vitesse précis jusqu'à 24 000 tr/min. Cette flexibilité vous permet d'ajuster parfaitement vos paramètres de coupe :
- Hautes vitesses (18 000 – 24 000 tr/min) : Offre des finitions de surface impeccables sur les bois tendres, les acryliques et les matériaux composites, éliminant le besoin de ponçage manuel.
- Vitesses basses et couple élevé : Crucial pour évacuer les matériaux lourds sur les bois durs denses à l'aide de fraises de grand diamètre sur l' mandrin à 4 mâchoires en queue d'aronde assemblage.
Configuration des systèmes de contrôle et du logiciel FAO/CAO

Choisir le bon cerveau pour votre CNC routeur bois à axe rotatif détermine la fluidité de fonctionnement de votre atelier. Nous équipons nos machines d'options de contrôle qui équilibrent la facilité d'utilisation avec une capacité technique approfondie, vous assurant de passer moins de temps à résoudre des problèmes et plus de temps à couper.
Pendants portatifs DSP vs. Architectures de contrôle basées sur PC
Nous proposons deux environnements de contrôle distincts en fonction de votre flux de travail et de l'espace de votre atelier :
- Pendants portatifs DSP : Parfait pour un fonctionnement autonome. Ces contrôleurs robustes et mobiles vous permettent d'exécuter des travaux directement à partir d'une clé USB. Vous n'avez pas besoin d'un ordinateur dédié à côté de la machine, ce qui protège votre PC de la poussière de bois volante.
- Architectures de contrôle basées sur PC (comme Mach4 ou NC Studio) : Idéal pour les tâches complexes sculpture à 360 degrés ce système utilise un écran d'ordinateur dédié pour afficher en temps réel les trajectoires d'outils, la visualisation de fichiers volumineux et des fonctionnalités avancées d'édition directement depuis l'atelier.
Réglage des Zéros de l'Outil avec un Capteur de Toucher Automatique de l'Outil
Zero manuel de l'axe Z sur une surface courbe ou une pièce tournante en déplacement est une recette pour l'erreur. Notre système inclut un capteur de haute précision capteur de détection automatique de l'outil.
Comment ça fonctionne : D'une seule commande, l'outil descend pour toucher le capteur localisé, calibrant automatiquement la longueur exacte de l'outil dans le contrôleur. Cela garantit une cohérence parfaite de la profondeur à chaque changement de fraise lors de gravures complexes multi-outils.
Compatibilité Logicielle et Post-traitements
Notre routeur CNC en bois avec 4ème axe Les configurations s'intègrent parfaitement avec le logiciel de conception standard de l'industrie que vous connaissez et utilisez déjà. Nous fournissons des post-traitements entièrement optimisés et fiables pour :
| Logiciel | Meilleur usage pour | Mode 4ème Axe |
|---|---|---|
| VCarve Pro | Enroulement rotatif, texturisation et rainurage | Enroulement rotatif / Indexation |
| Vectric Aspire | Sculptures reliefs 3D complexes et modèles organiques | 4ème Axe Continu Complet |
| Autodesk Fusion 360 | Trajectoires d'outils multi-axes avancées et pièces mécaniques | Fraisage simultané 4 axes |
Cette compatibilité universelle élimine les problèmes de communication logicielle, vous permettant de passer en douceur du fichier de conception au produit final en bois.
Spécifications Techniques et Configurations Structurelles
Lors de l'investissement dans un CNC routeur bois avec 4ème axe la configuration, faire correspondre la physique de la machine à vos objectifs de production est crucial. La disposition structurelle détermine si vous pouvez passer en douceur de panneaux plats à une sculpture rotative 3D complexe.
Tailles de usinage des matériaux en plaque vs. diamètres de balancier rotatif
Nos machines sont conçues pour gérer à la fois des pièces plates et cylindriques sans compromettre la stabilité. Alors que la table plate gère l'usinage de matériaux en plaque standard, la capacité du 4ème axe est définie par son diamètre de balancier et sa longueur maximale.
| Type de configuration | Capacité standard de la plaque | Diamètre maximal de balancement rotatif | Longueur maximale de rotation |
|---|---|---|---|
| Plateau standard + rotation latérale | 1,22 m × 2,44 m (1300 × 2500 mm) | 20 cm (200 mm) | 250 cm (2500 mm) |
| Cadre à plateau encastré | 1,52 m × 3,05 m (1500 × 3000 mm) | 30 cm (300 mm) | 300 cm (3000 mm) |
| Industriel robuste | Taille personnalisée | Jusqu'à 48 cm (500 mm) | Personnalisé, jusqu'à 600 cm (6000 mm) |
Précision de positionnement et vitesses d'alimentation maximales
Nous configurons nos cadres industriels avec des composants de qualité supérieure pour garantir des tolérances strictes même lors de gravures continues à grande vitesse à 360 degrés.
- Précision de positionnement : 0,03 mm sur toute la plage de déplacement.
- Précision de repositionnement : ±0,02 mm, garantissant un alignement parfait des travaux multi-outils.
- Vitesse maximale de déplacement rapide : Jusqu'à 45 000 mm/min, pour réduire les temps de cycle non coupants.
- Vitesse d'alimentation maximale en travail : Jusqu'à 25 000 mm/min selon la dureté du matériau et le choix des outils.
Accessoires du pack standard
Chaque CNC routeur bois à axe rotatif Nous expédions un équipement équipé des systèmes de support essentiels nécessaires pour entretenir la machine et maintenir la propreté de l'atelier.
- Lubrification centralisée à l'huile : Une pompe de lubrification manuelle ou automatique à point unique délivre de l'huile directement à toutes les glissières linéaires et vis à billes, évitant une usure prématurée.
- Capots d'extraction de poussière : Les capots d'extraction de poussière à volume élevé suivent la broche, capturant les copeaux de bois directement à la source de coupe avant qu'ils ne se déposent dans les mécanismes de transmission.
Pour les opérations souhaitant étendre leurs capacités de fabrication au-delà de l'usinage du bois, nous construisons également des machines haute performance fraiseuses CNC conçues pour des applications de précision en métallurgie et en fabrication de moules.
FAQ sur les routeurs CNC à 4 axes
Un routeur CNC de bureau avec indexeur rotatif peut-il traiter le bois dur ?
Un routeur CNC de bureau bien construit avec indexeur rotatif peut absolument sculpter des bois durs comme le chêne, la cerise, l'érable et le noyer. Le secret ne réside pas seulement dans la taille de la machine, mais dans la rigidité de l'installation et la puissance du spindle. Lorsqu'il s'agit de gravure cylindrique 3D sur des grains de bois durs, vous avez besoin d'un spindle à couple élevé et de vitesses d'alimentation lentes et régulières pour éviter la déviation. L'utilisation des bons outils est également cruciale ; les fraises à boule en carbure solide ou les fraises V sont idéales pour laisser une finition propre sur des fibres de bois denses sans brûler le matériau.
Quelle est la différence entre un indexeur à tête de division et une sculpture continue à 4 axes ?
La différence réside dans la façon dont l'axe rotatif se déplace par rapport aux autres axes :
- Indexeur de tête de division (3+1 axes) : L'axe rotatif agit comme un indexeur. Il fait tourner la pièce en bois à un angle précis (comme 45 ou 90 degrés) et la verrouille en place. La machine exécute ensuite une coupe standard en 3 axes. Le 4ème axe ne bouge pas pendant que l'outil de coupe est engagé.
- Sculpture en 4ème axe continu (Vrai 4ème axe) : L'axe rotatif tourne en continu pendant que les axes X, Y et Z se déplacent. Ce mouvement simultané permet à la machine de sculpter des formes organiques complexes et fluides, des spirales intricées, et des jambes de table personnalisées avec des profondeurs de coupe qui changent dynamiquement lorsque la pièce tourne.
À quel point est-il difficile de passer du fraisage de matériaux en plaques à la gravure cylindrique 3D ?
Passer de votre flux de travail du travail sur surface plate l'usinage de matériaux en plaques à la sculpture rotative 3D est simple une fois que le matériel est réglé. Si vous utilisez une unité de table ou un cadre à lit déposé encastré, vous montez simplement l' mandrin à 4 mâchoires en queue d'aronde ensemble sur le lit ou dans la fente dédiée, branchez le câble de signal rotatif, et modifiez les paramètres de votre post-traitement dans votre logiciel CAM.
La plus grande courbe d'apprentissage consiste à définir votre nouveau point zéro de l'axe Z, qui passe du sommet d'une planche plate à la ligne centrale exacte de votre axe rotatif. L'utilisation d'un capteur de détection automatique d'outil réduit ce temps de configuration à quelques minutes, ce qui rend très efficace le passage entre le travail sur meuble plat et la sculpture à 360 degrés.




Avis
Il n'y a pas encore d'avis.