
Czym jest CNC Router Wood z 4. osią obrotową?
A CNC router do drewna z 4. osią konfiguracja wprowadza specjalistyczną oś obrotową do tradycyjnych osi X, Y i Z. Zamiast tylko cięcia od góry, maszyna może dynamicznie obracać obrabiany element podczas pracy. To dodanie zamienia standardowy system bramowy na wysoce zaawansowane centrum rzeźbiarskie zaprojektowane do skomplikowanych, wielostronnych prac stolarskich.
Czym dokładnie jest CNC Router Wood z osią obrotową?
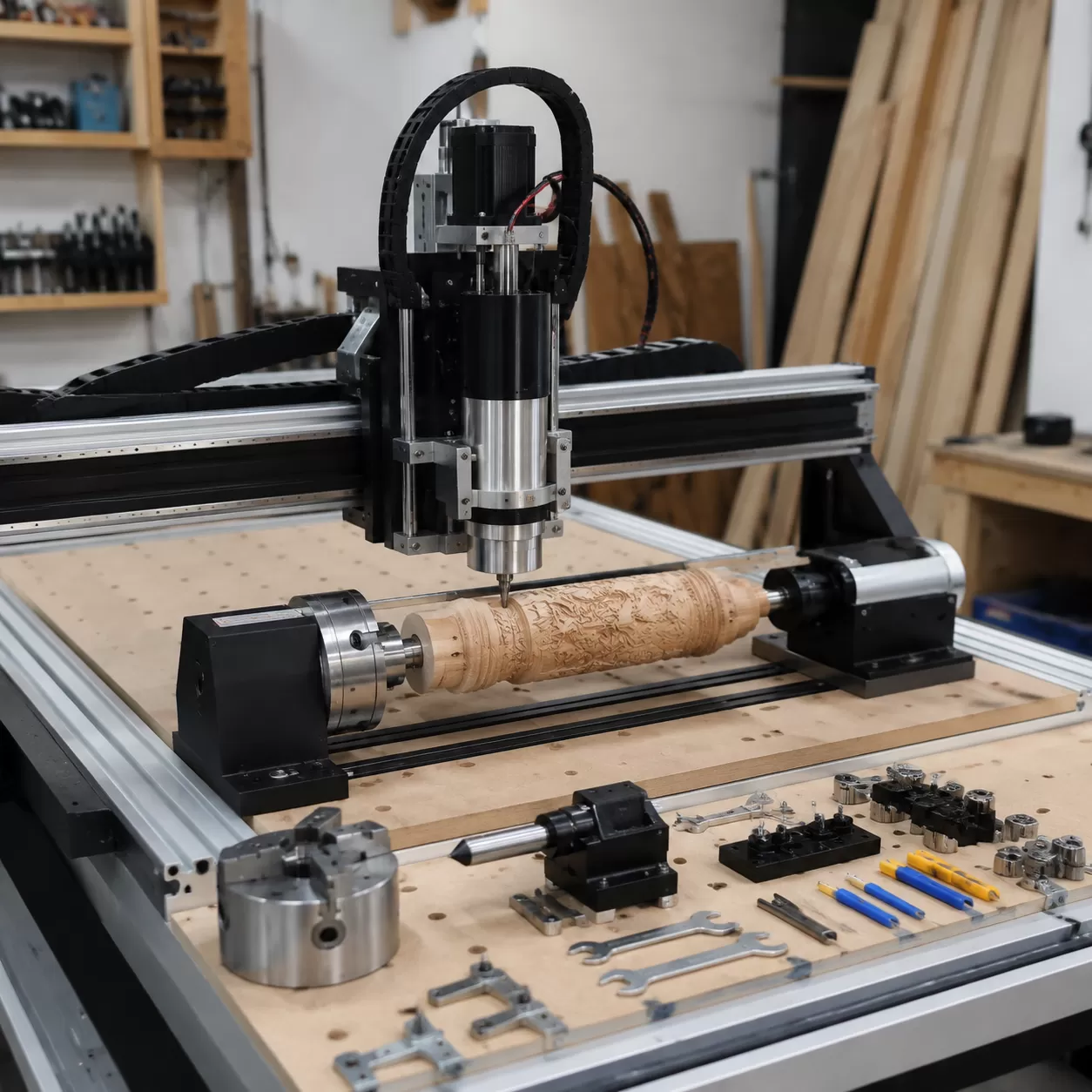
A CNC router do drewna z osią obrotową integruje zsynchronizowany uchwyt i zestaw podpórki końcowej bezpośrednio na lub obok płaskiej powierzchni obróbczej. Działając jako oś A lub B, ten system traktuje drewno jako cylinder, a nie płaski arkusz. Oprogramowanie sterujące tłumaczy ruchy liniowe osi Y na precyzyjne kąty obrotu. To rozwiązanie pozwala na utrzymanie idealnego kąta cięcia prostopadłego do zakrzywionej powierzchni, umożliwiając prawdziwe rzeźbienie w 360 stopniach bez ręcznego odwracania materiału.
Dlaczego standardowe maszyny 3-osiowe nie wystarczają do pracy na cylindrycznych elementach
Standardowe maszyny 3-osiowe są zaprojektowane specjalnie do obróbki materiałów płaskich oraz obróbki płaskiej. Przy próbie realizacji skomplikowanych projektów 3D na standardowym układzie 3-osiowym, pojawia się kilka wąskich gardeł produkcyjnych:
- Ukryte miejsca podcięcia: Standardowa głowica 3-osiowa nie sięga pod najgrubszy punkt zakrzywionego lub cylindrycznego elementu, pozostawiając surowy, nieobrobiony materiał.
- Ciągłe ręczne mocowanie: Wielostronne indeksowanie wymaga ręcznego zatrzymania maszyny, odwrócenia drewna i ponownego ustawienia punktu zerowego, co wprowadza błędy w ustawieniu.
- Słaba jakość powierzchni na pochyłych powierzchniach: Rzeźbienie głębokich krzywizn z płaskimi ruchami osi X, Y i Z wymusza stopniowe obniżanie narzędzia, pozostawiając poszarpane, szorstkie krawędzie, które wymagają ręcznego szlifowania.
Jak obrotowa stół 4-osiowy zmienia zasady gry dla Twojego warsztatu
Dodając obrotowy stół 4-osiowy nasza maszyna całkowicie redefiniuje to, co może produkować Twój zakład stolarski. Łączy ona lukę między frezowaniem płaskich paneli a specjalistycznym tokarką CNC do drewna prace, oferując wyraźne korzyści produkcyjne:
- Bezproblemowe grawerowanie cylindryczne 3D: Twórz niestandardowe balustrady schodowe, skomplikowane nogi stołów, kolumny i niestandardowe uchwyty narzędziowe z precyzyjnym detalem w jednym zautomatyzowanym ustawieniu.
- Wyeliminowane błędy ustawienia: Poprzez zablokowanie materiału w bezpiecznym czterojamowym uchwycie wrzeciona, system sterowania śledzi dokładny kąt obrotu, zapewniając idealną symetrię na wszystkich powierzchniach drewna.
- Rozszerzony katalog produktów: Twój warsztat może płynnie przejść od cięcia drzwi szafek i komponentów na arkuszach do rzeźbienia wysokiej klasy, trójwymiarowych elementów architektonicznych na tej samej maszynie.
Przemysłowa jakość wykonania do ciężkiego rzeźbienia

Lekka rama po prostu nie wytrzyma sił obrotowych i głębokich głębokości rzeźbienia wymaganych do wysokiej klasy stolarki architektonicznej, niestandardowych nóg meblowych czy skomplikowanych kolumn. Projektujemy nasze maszyny z niezłomną podstawą, aby zapewnić, że ścieżki narzędzi pozostaną precyzyjne, nawet podczas agresywnego usuwania materiału.
Dlaczego ciężka, odlewana z żeliwa rama CNC przewyższa lekkie ramy
A ciężka, odlewana z żeliwa rama CNC jest fundamentem prawdziwej maszyny przemysłowej klasy. W przeciwieństwie do aluminiowych lub cienkich blach metalowych ram, które uginają się pod obciążeniem strukturalnym ciężkiego wrzeciona i obracającego się obrotowy stół 4-osiowy, odlew żeliwny pochłania odchylenia. Ta ogromna sztywność eliminuje drgania strukturalne, które psują wykończenie powierzchni. Wybierając ramę z żeliwa, uzyskujesz idealnie gładkie cięcia na skomplikowanych projektach rzeźbienia 360 stopni bez konieczności szlifowania śladów narzędzi przez godziny później.
Podstawy rurek stalowych z odciążeniem od wibracji, które całkowicie zatrzymują drgania
Rama naszego CNC router do drewna z osią obrotową zaczyna się od ciężkościanych rur stalowych, które przechodzą rygorystyczny proces odciążania termicznego. Pieczemy spawane ramy, aby wyeliminować wewnętrzne napięcia strukturalne przed obróbką siedzeń prowadnic. Zapobiega to odkształceniom ramy podczas wieloletniego intensywnego użytkowania w warsztacie. Sama masa tej odciążonej podstawy skutecznie zatrzymuje harmoniczne drgania, utrzymując Twój 3D cylindryczne grawerowanie precyzyjne do milimetra.
Aby zapewnić płynne działanie przestrzeni roboczej obok tych ciężkich maszyn, produkujemy również wysokiej klasy komponenty przemysłowe i Części zamienne CNC w celu minimalizacji przestojów i długoterminowej niezawodności Twojego warsztatu.
Napędy synchroniczne z dwoma silnikami
Napęd szerokiego mostu z jednej strony to przepis na zacięcia i skręcanie struktury, szczególnie podczas pracy na maszynie 3-osiowej z przystawką obrotową gdzie siły są nierównomiernie rozłożone. Wyposażamy nasze maszyny w synchroniczne napędy z dwoma silnikami na osi Y.
- Zero Crabbing: Obie strony poruszają się w idealnej harmonii, eliminując niewspółosiowość mostu.
- Wysoki moment obrotowy: Podwójne silniki zapewniają surową siłę pchania potrzebną do utrzymania wysokich prędkości podawania.
- Wydłużona żywotność komponentów: Zapobiegając skręcaniu, zmniejsza się zużycie prowadnic liniowych i systemów przekładniowych.
Precyzyjne systemy sterowania i subsystemy zasilania
Przy konfiguracji maszyny cnc router wood with 4th axis konfiguracja, wewnętrzne podsystemy zasilania decydują, czy Twój warsztat poradzi sobie z złożonymi pracami architektonicznymi lub produkcją mebli na dużą skalę.
Helikalny przekładnia ślimakowa vs. śruby kulowe
Dla osi X i Y, precyzyjnie szlifowane helikalne systemy przekładni ślimakowej są standardem branżowym dla obróbki wysokich prędkości. W przeciwieństwie do tradycyjnych śrub kulowych, które mogą się wygiąć i ugiąć na długich odcinkach, helikalne przekładnie zapewniają ciągłe zaangażowanie zębów. To skutkuje płynniejszym przyspieszeniem, mniejszym zużyciem i dużym przeniesieniem siły. Śruby kulowe pozostają wyborem numer jeden dla osi Z, gdzie krótkie, obciążone pionowe pozycjonowanie wymaga absolutnej kontroli bez luzu.
Silnik krokowy vs. napędy serwo CNC
Wybór odpowiedniej konfiguracji silnika bezpośrednio wpływa na szybkość produkcji i precyzję:
| Funkcja | Systemy silników krokowych | Systemy serwo CNC |
|---|---|---|
| Pętla sprzężenia zwrotnego | Otwarte pętle (brak weryfikacji pozycji) | Zamknięte pętle (stałe sprzężenie zwrotne pozycji) |
| Prędkość i moment obrotowy | Wysoki moment obrotowy przy niskich prędkościach; spada | Utrzymuje wysoki moment obrotowy przy wysokich obrotach |
| Precyzja | Doskonałe do standardowego rzeźbienia | Mikroprecyzyjne; eliminuje utratę kroków |
| Najlepsze do użytku | Warsztaty z ograniczonym budżetem, podstawowe modele 3D | Produkcja przemysłowa wysokich prędkości |
Dla warsztatów korzystających z frezarka CNC do mebli do precyzyjnego produkowania nóg krzesła lub listw przypodłogowych, przejście na zamknięte serwomechanizmy zapewnia, że maszyna nigdy nie straci pozycji podczas skomplikowanych 360-stopniowych ścieżek obrotowych.
Premium Szyny prowadzące liniowe kwadratowe
Aby utrzymać jednolitą nośność we wszystkich osiach, wykorzystujemy wysokiej jakości, ciężkie szyny prowadzące liniowe kwadratowe. Te szyny posiadają cztery rzędy łożysk kulkowych, które równomiernie rozkładają ciężar, niezależnie od tego, czy suwnica przyspiesza po płaskiej powierzchni, czy radzi sobie z intensywnymi siłami skrętnymi ciężkiego drewna twardego obracającego się na obrotowym stole 4. osi. Ta sztywność zapewnia wykończenia bez drgań, które nie wymagają ręcznego szlifowania.
Wewnątrz mechaniki obrotowego indeksatora 4. osi

Jak samocentrujący się uchwyt 4-ramienny trzyma drewno na miejscu
Podczas wykonywania skomplikowanych rzeźbienie w 360 stopniach projektów stabilność obrabianego elementu jest niepodważalna. Nasze CNC router do drewna z osią obrotową systemy wykorzystują wytrzymałą, samocentrującą się czterojamowym uchwycie wrzeciona konfigurację do mocowania materiału. W przeciwieństwie do standardowych systemów 3-ramiennych, które mogą mieć trudności z kwadratowym drewnem lub nieregularnymi kawałkami drewna, konstrukcja 4-ramienna stosuje niezależną, równomierną siłę zacisku na czterech punktach kontaktu.
[Uchwyt 4-ramienny] → Zamocowany materiał drewniany → [Regulowany koniec wsuwowy]
Regulowany koniec wsuwowy porusza się płynnie wzdłuż prowadnic, umożliwiając zablokowanie różnych długości drewna bez żadnych luzów osiowych. Ta sztywna struktura mechaniczna zacisku zapewnia, że obrabiany element pozostaje idealnie koncentryczny przez cały cykl obróbki, eliminując poślizg nawet podczas wysokich prędkości obrotowych podczas rzeźbienia.
Przekładnie planetarne i dlaczego moment trzymania ma znaczenie przy głębokich cięciach
Prawdziwe możliwości urządzenia CNC router do drewna z 4. osią w dużej mierze zależą od systemu redukcji napędu. Wyposażamy nasze jednostki obrotowe w wysokiej precyzji przekładnie planetarne, a nie tanie napędy pasowe.
- Eliminacja luzów: Przekładnie planetarne zapewniają niemal zerowe luzy, co przekłada się na perfekcyjne przejścia podczas rzeźbienia bez ghostingu czy płaskich miejsc.
- Ogromny moment trzymania: Głębokie, agresywne fazy szlifowania wywierają ogromne siły obrotowe na drewno. Wysoki moment trzymania zapobiega odkształcaniu się obrabianego elementu pod dużym obciążeniem wrzeciona.
- Płynniejsza interpolacja: Stałe, mikro-krokowe pozycjonowanie zapewnia, że wykończenie powierzchni wymaga minimalnego szlifowania bezpośrednio po maszynie.
| Typ napędu | Kontrola luzów | Przeniesienie momentu | Idealne zastosowanie |
|---|---|---|---|
| Przekładnia planetarna | Doskonała (Prawie-Zero) | Wysoka / Stała | Ciężkie 3D grawerowanie cylindryczne |
| Standardowy napęd pasowy | Słaba (skłonna do rozciągania) | Niska / Poślizg pod obciążeniem | Lekka praca hobbystyczna |
Jednostki na stole vs konfiguracje ramy z cofniętym łóżkiem
Wybór sposobu integracji osi obrotowej z geometrią maszyny bezpośrednio wpływa na codzienny przepływ pracy w warsztacie oraz rozmiar materiałów, które można obsługiwać.
Dla warsztatów skupiających się głównie na standardowej płaskiej pracy, która okazjonalnie wymaga maszynie 3-osiowej z przystawką obrotową, a jednostka na stole oferuje dużą elastyczność. Montuje się ją bezpośrednio na naszych 3-osiowa frezarka CNC do drewna łóżkach za pomocą zacisków T-slot i można ją odłączyć, gdy trzeba oczyścić powierzchnię do obróbki dużych paneli.
Jednak jeśli Twoja produkcja wymaga częstej zmiany między obróbką materiałów płaskich a toczeniem grubych kolumn, nasza konfiguracja ramy z cofniętym łóżkiem jest przemysłowym rozwiązaniem. Zanurzając oś obrotową w dedykowanym kanale obok lub poniżej głównej powierzchni stołu, zyskujesz ogromną swobodę średnicy obrotu. Pozwala to na rzeźbienie grubych filarów architektonicznych i ciężkich nóg stołów bez utraty cennej wysokości osi Z na ramieniu.
Moc wrzeciona i systemy chłodzenia
Wrzeciono jest sercem Twojej CNC router do drewna z osią obrotową. Wybór odpowiedniej mocy i metody chłodzenia bezpośrednio wpływa na prędkość cięcia, jakość krawędzi oraz rodzaje materiałów, które Twoja pracownia może efektywnie przetwarzać.
Wybór rozmiaru wrzeciona przemysłowego (2,2 kW do 9,0 kW)
Dopasowanie mocy wrzeciona do wielkości produkcji zapobiega zablokowaniu silnika i zapewnia czyste rzeźbienie w 360 stopniach wyniki.
- Wrzeciona 2,2 kW do 3,5 kW: Idealne dla średnich pracowni skupiających się na szczegółowych 3D cylindryczne grawerowanie, skomplikowanych nogach meblowych oraz standardowej obróbce twardego drewna.
- Wrzeciona 4,5 kW do 6,0 kW: Idealny wybór dla środowisk o wysokiej produkcji. Te systemy radzą sobie z szybkim usuwaniem materiału na dużych średnicach drewna bez wysiłku.
- Wrzeciona 9,0 kW: Zaprojektowane do ciężkiej przemysłowej skali, ciężkich ustawień narzędziowych oraz integracji z automatycznym changerem narzędziowym na obrotowym CNC konfiguracji.
Systemy chłodzenia wodnego vs. powietrzne
Utrzymanie chłodu wrzeciona podczas długich, ciągłych ścieżek cięcia jest kluczowe dla ochrony łożysk wewnętrznych.
| Rodzaj chłodzenia | Najlepszy do | Kluczowa przewaga | Potrzeby konserwacyjne |
|---|---|---|---|
| Chłodzenie wodne | Ciche pracownie i głęboka, wolna rzeźba na osi 4 | Bardzo cicha praca; niezależna od temperatury otoczenia w pracowni | Wymaga zarządzania wodą destylowaną i antyzamarzającym w chłodniejszych klimatach |
| Chłodzenie powietrzem | Środowiska zakurzone i produkcja o szybkim cyklu | Niskie koszty utrzymania; konfiguracja typu plug-and-play, która nie może przeciekać | Głośniejsza praca; wydajność chłodzenia zależy od temperatury pomieszczenia |
Regulacja prędkości zmiennej do 24 000 obr./min
Nasze systemy wykorzystują zaawansowane napędy częstotliwości zmiennej (VFD), aby zapewnić precyzyjne dostosowanie prędkości do 24 000 obr./min. Ta elastyczność pozwala na idealne dostrojenie parametrów cięcia:
- Wysokie prędkości (18 000 – 24 000 obr./min): Zapewniają doskonałe wykończenie powierzchni na miękkich drewnach, akrylach i materiałach kompozytowych, eliminując potrzebę ręcznego szlifowania.
- Niskie prędkości i wysokie momenty obrotowe: Kluczowe podczas usuwania ciężkich odpadów na gęstych twardych drewnach przy użyciu dużych frezów na czterojamowym uchwycie wrzeciona montażu.
Systemy sterowania i konfiguracja oprogramowania CAD/CAM

Wybór odpowiedniego układu sterowania dla Twojego CNC router do drewna z osią obrotową określa, jak płynnie działa Twoja pracownia. Wyposażamy nasze maszyny w opcje sterowania, które łączą łatwość obsługi z głęboką funkcjonalnością techniczną, zapewniając mniej czasu na rozwiązywanie problemów i więcej na cięcie.
Ręczne piloty DSP vs. architektury sterowania oparte na PC
Oferujemy dwa odrębne środowiska sterowania w zależności od Twojego przepływu pracy i przestrzeni warsztatowej:
- Ręczne piloty DSP: Idealne do pracy samodzielnej. Te wytrzymałe, mobilne kontrolery pozwalają na uruchamianie zadań bezpośrednio z pamięci USB. Nie potrzebujesz dedykowanego komputera obok maszyny, co chroni Twój PC przed latającym pyłem drzewnym.
- Architektury sterowania oparte na PC (takie jak Mach4 lub NC Studio): Idealne do złożonych rzeźbienie w 360 stopniach prac. Ten zestaw wykorzystuje dedykowany ekran komputerowy do wyświetlania ścieżek narzędzi w czasie rzeczywistym, wizualizacji dużych plików oraz zaawansowanych funkcji edycyjnych bezpośrednio z hali produkcyjnej.
Ustawianie zer Z narzędziami za pomocą automatycznego czujnika dotyku narzędzia
Ręczne zerowanie osi Z na zakrzywionej powierzchni lub przesuwającym się obróbce obrotowej jest receptą na błąd. Nasz system obejmuje wysoce precyzyjny czujnik automatycznego dotyku narzędzia.
Jak to działa: Za pomocą pojedynczego polecenia narzędzie opuszcza się, aby dotknąć zlokalizowanego czujnika, automatycznie kalibrując dokładną długość narzędzia w sterowniku. To gwarantuje bezbłędną spójność głębokości za każdym razem, gdy zmieniasz frezy podczas skomplikowanych wielo-narzędziowych rzeźb.
Zgodność oprogramowania i postprocesory
Nasza cnc router wood with 4th axis Konfiguracje integrują się bezproblemowo z przemysłowym oprogramowaniem projektowym, które już znasz i używasz. Dostarczamy w pełni zoptymalizowane, niezawodne postprocesory dla:
| Oprogramowanie | Najlepsze do użytku | Tryb 4. osi |
|---|---|---|
| VCarve Pro | Obrotowe owijanie, teksturowanie i fazowanie | Obrotowe owijanie / indeksowanie |
| Vectric Aspire | Skomplikowane rzeźby reliefowe 3D i modele organiczne | Pełna ciągła 4. oś |
| Autodesk Fusion 360 | Zaawansowane wieloosiowe ścieżki narzędziowe i części mechaniczne | Równoczesne frezowanie 4-osiowe |
Ta uniwersalna kompatybilność eliminuje problemy z komunikacją oprogramowania, umożliwiając płynne przejście od pliku projektowego do końcowego produktu z drewna.
Specyfikacje techniczne i konfiguracje strukturalne
Podczas inwestycji w CNC router do drewna z 4. osią Ustawienie, dopasowanie fizyki maszyny do celów produkcyjnych, jest kluczowe. Układ strukturalny decyduje, czy można płynnie przejść od płaskich paneli do skomplikowanych 3D reliefów obrotowych.
Rozmiary obróbki materiałów płaskich vs. średnice obrotowe
Nasze maszyny są zbudowane tak, aby obsługiwać zarówno płaskie materiały, jak i cylindryczne elementy robocze bez kompromisów w stabilności. Podczas gdy płaska powierzchnia obsługuje standardową obróbkę arkuszy, pojemność 4. osi jest określana przez jej średnicę obrotową i maksymalną długość.
| Typ konfiguracji | Standardowa pojemność arkusza | Maksymalna średnica obrotowego wahadła | Maksymalna długość obrotowa |
|---|---|---|---|
| Standardowa płaska platforma + boczne obrotowe | 4′ × 8′ (1300 × 2500 mm) | 8 cali (200 mm) | 98 cali (2500 mm) |
| Wbudowana rama z opuszczanym łóżkiem | 5′ × 10′ (1500 × 3000 mm) | 12 cali (300 mm) | 118 cali (3000 mm) |
| Przemysłowe ciężkie | Rozmiar niestandardowy | Do 19 cali (500 mm) | Niestandardowe, do 236 cali (6000 mm) |
Precyzja pozycjonowania i maksymalne prędkości podawania
Konfigurujemy nasze przemysłowe ramy z wysokiej jakości komponentami, aby zapewnić ścisłe tolerancje nawet podczas wysokich prędkości, ciągłego rzeźbienia 360 stopni.
- Precyzja pozycjonowania: 0,03 mm na całym zakresie ruchu.
- Precyzja przemieszczania: ±0,02 mm, zapewniając idealne dopasowanie podczas prac wielonarzędziowych.
- Maksymalna prędkość szybkiego posuwu: Do 45 000 mm/min, aby skrócić czas cykli nieprodukcyjnych.
- Maksymalna robocza prędkość posuwu: Do 25 000 mm/min w zależności od twardości materiału i wyboru narzędzia.
Akcesoria w standardowym pakiecie
Każdy CNC router do drewna z osią obrotową nasze maszyny są wyposażone w niezbędne systemy wsparcia potrzebne do konserwacji maszyn i utrzymania czystości na hali produkcyjnej.
- Centralne smarowanie olejem: Jednopunktowa pompa smarująca, ręczna lub automatyczna, dostarcza olej bezpośrednio do wszystkich prowadnic liniowych i śrub kulowych, zapobiegając przedwczesnemu zużyciu.
- Odsysanie pyłu: Wysokowydajne odsysanie pyłu porusza się wraz z wrzecionem, przechwytując wióry bezpośrednio u źródła cięcia, zanim zdążą osadzić się w mechanizmach napędowych.
Dla zakładów produkcyjnych chcących rozszerzyć swoje możliwości poza obróbkę drewna, budujemy również wysokowydajne maszynami do frezowania CNC zaprojektowane do precyzyjnej obróbki metali i produkcji form.
Często zadawane pytania dotyczące frezarek CNC z osią obrotową
Czy frezarka CNC stołowa z obrotnicą poradzi sobie z twardym drewnem?
Dobrze zbudowana frezarka CNC stołowa z obrotnicą może z powodzeniem obrabiać twarde gatunki drewna, takie jak dąb, wiśnia, klon i orzech. Sekret tkwi nie tylko w rozmiarze maszyny, ale także w sztywności konstrukcji i mocy wrzeciona. Podczas obróbki 3D cylindryczne grawerowanie twardego drewna potrzebne jest wrzeciono o wysokim momencie obrotowym i wolne, stabilne posuwy, aby zapobiec ugięciu. Kluczowe jest również użycie odpowiednich narzędzi; frezy z węglika spiekanego z zaokrąglonym czubkiem lub frezy V są idealne do uzyskania czystego wykończenia na gęstych włóknach drewna bez przypalania materiału.
Jaka jest różnica między dzielarką a ciągłym frezowaniem na 4. osi?
Różnica polega na tym, jak oś obrotowa porusza się w stosunku do pozostałych osi:
- Indeksator głowicy dzielącej (3+1 osie): Oś obrotowa działa jako indeksator. Obraca drewniany element roboczy pod określonym kątem (np. 45 lub 90 stopni) i blokuje go na miejscu. Maszyna następnie wykonuje standardowe cięcie na 3 osiach. Czwarta oś nie porusza się podczas pracy narzędzia tnącego.
- Rzeźbienie na ciągłej 4. osi (prawdziwa 4. oś): Oś obrotowa obraca się nieprzerwanie podczas jednoczesnego ruchu osi X, Y i Z. Ten jednoczesny ruch pozwala maszynie rzeźbić skomplikowane, płynne kształty organiczne, zawiłe spirale i szczegółowe, niestandardowe nogi stołów, gdzie głębokość cięcia zmienia się dynamicznie podczas obrotu elementu.
Jak trudne jest przejście od obróbki materiałów płaskich do 3D grawerowania cylindrycznego?
Przejście z pracy na płaskich materiałach obróbki materiałów płaskich do 3D rzeźbienia na obrotowej osi jest proste, gdy sprzęt jest odpowiednio ustawiony. Jeśli korzystasz z jednostki stołowej lub ramy z cofanym łóżkiem, po prostu zamontuj czterojamowym uchwycie wrzeciona zespół na łóżku lub w dedykowanym slocie, podłącz kabel sygnałowy obrotu i zmień ustawienia postprocesora w oprogramowaniu CAM.
Największą krzywą uczenia się jest ustawienie nowego punktu zerowego osi Z, który przesuwa się z góry płaskiej deski do dokładnej linii środkowej osi obrotowej. Wykorzystanie automatycznego czujnika dotyku narzędzia skraca czas konfiguracji do kilku minut, co czyni bardzo wydajnym przełączanie się między pracą na płaskich szafkach a pełnym 360-stopniowym rzeźbieniem.




Recenzje
Na razie brak recenzji.