
Geleneksel üretimi durdurma, çift anahtar arama ve mandren somunlarını manuel olarak kırma işlemi, verimlilik üzerinde büyük bir yük oluşturur. Yüksek çıktı üretiminde, manuel takım değişiklikleri atölye alanında sürtüşmeye neden olur ve kar marjlarını azaltır.
Bu israfı ortadan kaldırmak için makinelerimizi otomatik takım değiştirici (ATC) mandreni etrafında tasarlıyoruz—mekanik, pnömatik ve dijital kontrolleri entegre eden dinamik bir elektromechanical sistem, araçları otomatik olarak değiştirmeyi sağlar. Bu tek geçişi otomatikleştirerek, CNC ahşap router'ı birkaç saniye içinde bir yerleştirme bitinden profil kesiciye geçirebilir, insan müdahalesine gerek kalmadan.
Verimsiz Döngü Süresi Üzerindeki Etki
Manuel değişiklikten ATC sistemine geçmek, iş akışınızın verimliliğini tamamen yeniden tanımlar.
- Manuel Değişim: Her araç değişiminde 60 ila 180 saniye (spindle durdurma, manuel anahtar temizliği, bit ayarı ve manuel Z ekseni sıfırlama gerektirir).
- ATC Değişim: Her araç değişiminde 3 ila 8 saniye (tam otomatik, hassas ve anında gerçekleştirilir).
Bu tasarruf edilen saniyeleri vardiya başına yüzlerce araç değişimine çevirerek, verimsiz döngü sürelerinde. önemli azalmalar sağlar. Bu artan çalışma süresi, küresel ortaklarımızın günlük levha hacmini artırmasına, operatör yorgunluğunu azaltmasına ve otomatik ahşap işleme pazarında yüksek rekabet avantajı elde etmesine olanak tanır.
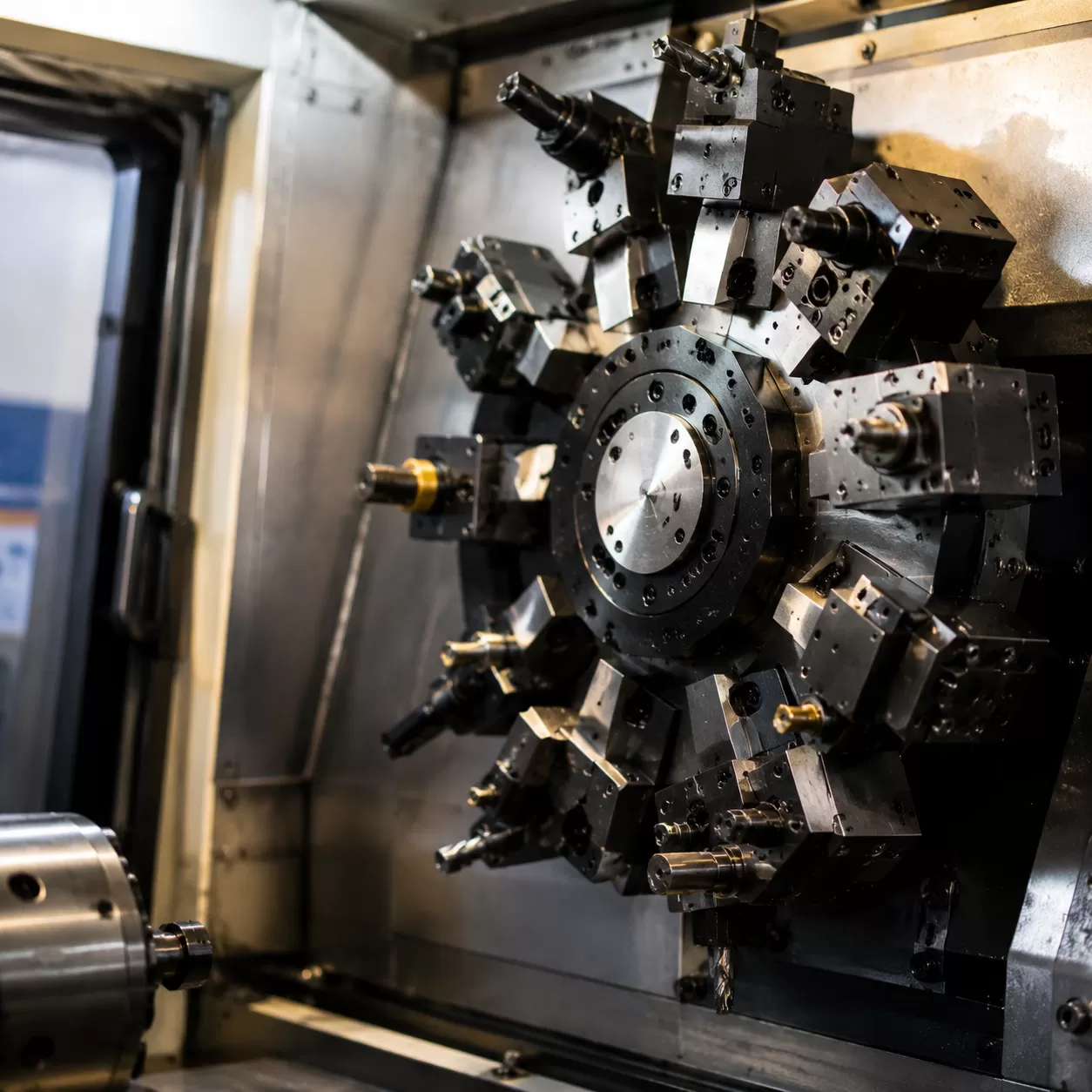
Yüksek Hızlı Takım Otomasyon Spindle İçinde
Hatasız, yüksek hızlı otomatik üretim sağlamak için, bir CNC ATC mandreninin nasıl çalıştığını kapalı kutu altında detaylı incelemek gerekir. Bu sihir, araç tutucu ile makine spindle'ı arasında kesin bir mekanik uyum sağlar. Makineniz ISO20, BT30 veya HSK araç tutucu koniklerine sahip olsun, iç spindle koniklerine mükemmel uyum sağlayacak şekilde tasarlanmıştır. Bu hassas fiziksel bağlantı, sıfır sapma performansı sağlar ve kesimlerinizi mükemmel doğrulukta tutar, hatta hızlar 24.000 RPM'yi aşsa bile.
Herhangi bir araç tutucu depolama magazinine girmeden önce, kesici uç kollet somunu montajı içine sıkıca sabitlenmelidir. Yükleme yapıldıktan sonra, göbek içindeki ağır hizmet mekanikleri gerisini halleder.
Kilit Mekanizması Bileşenleri
Mekanik kilitlenme, birlikte çalışan birkaç kritik iç bileşene bağlıdır:
- İç Göbek Çekme Çubuğu Mekanizması: Göbeğin ortasında çalışan sertleştirilmiş çelik bir şaft, aracı sıkıştırmak veya serbest bırakmak için yukarı ve aşağı hareket eder.
- Ağır Hizmet Disk Yaylar: Sürekli olarak çekme çubuğunu yukarı iten yüksek gerilimli Belleville yassı yayların yığılmış kümesi. Bu mekanik yay kuvveti, sürekli ve arızasız sıkıştırma enerjisi sağlar.
- Çekme Çubuğu Bağlantı ve Tutma Düğmesi: Takım tutucunun üst düğmesi (çekme çubuğu), çekme çubuğunun iç metal parmakları (kollet pençeleri) tarafından sıkıca kavranır.
Devasa tutma düğmesi sıkma kuvveti, takım tutucuyu koni içine binlerce pound baskı ile çeker. Bu aşırı kuvvet, kesici ucu tamamen rijit ve kilitli tutar, yoğun gömme ve yüksek besleme yönlendirme işlemleri sırasında şiddetli yan yükleri kolayca emer.
Otomatik Takım Değiştirici Nasıl Takımları Değiştirir
Anlama cnc atc chuck nasıl çalışır Her seferinde makinenin uçları değiştirdiği hassas, otomatik koreografiyi anlamak gerekir. Manuel müdahale yerine, sistem üretimin devamını sağlamak için senkronize mekanik ve pnömatik eylemler dizisine dayanır.
Aşama 1: CNC Kontrolcü Komutu
Tüm süreç G-kodu programında başlar. Makine bir M06 kodu, ile karşılaştığında, CNC kontrolcü mevcut kesim yolunu durdurur ve takım değiştirme dizisini başlatır. Makine, sonraki atanmış takım numarasını okur ve gantry'yi değişim bölgesine yönlendirir. Kurulum rutinlerine yeni başladıysanız, bir cnc makinesi nasıl programlanır bu araç kodlarının tasarım dosyalarınıza sorunsuz bir şekilde entegre edilmesini doğru şekilde sağlar.
Aşama 2: Mil Frenleme ve Toz Temizleme
Herhangi bir mekanik değişim gerçekleşmeden önce, mil tamamen durdurulur. Doğru araç değiştirme konumuna doğru doğrusal raylar boyunca hareket eder. Aynı zamanda, mil temizleme hava patlaması aktif hale gelir. Bu sıkıştırılmış hava patlaması, ahşap tozlarını, talaşları ve kalıntıları eşleşen yüzeylerden uzaklaştırır, kontaminantların taparda sıkışmasını engeller.
Aşama 3: Mil Çekme Çubuğu Mekanizmasını Tetikleme
Konumlandırıldıktan sonra, makine bir pnömatik serbest bırakma sensörü aktif hale getirir ve iç bir pnömatik piston ateşler. Bu piston, ağır hizmet tipi iç yay yığınına karşı koyacak kadar güç sağlar ve mil çekme çubuğu mekanizması aşağı doğru itilir. Bu aşağı hareket, sıkma parmaklarının mil içinde açılmasını sağlar.
Aşama 4: Aracı Yerleştirme ve Geri Alma
Mekanik tutucu gevşetildikten sonra, otomatik araç değiştirici aktif araç tutucusunu araç magazinindeki yerine güvenli bir şekilde yerleştirir. Makine eksenleri, boş milin doğrudan sıradaki araca veya rafa hizalanması için hafifçe kayar, böylece geri alma hazır hale gelir.
Aşama 5: Kapsamlı Mekanik Kilitlenme Sağlama
Mil yeni araç tutucusuna indiğinde, pnömatik hava basıncı anında serbest bırakılır. Hava basıncıyla mücadele etmeden, iç disk yay yığını yüksek mekanik kuvvetle geri çekilir. Bu yüksek gerilimli geri çekme, çekme vidası bağlantısı sıkıca tutar, aracı tutucu tapasını mil içine güvenli bir şekilde kilitler ve binlerce pound tutma mandalı sıkma kuvvetiyle yüksek hızda kesim için hazır hale getirir.
Dönen Renkli Rulo Magazinalar ve Doğrusal Raf Araçlar
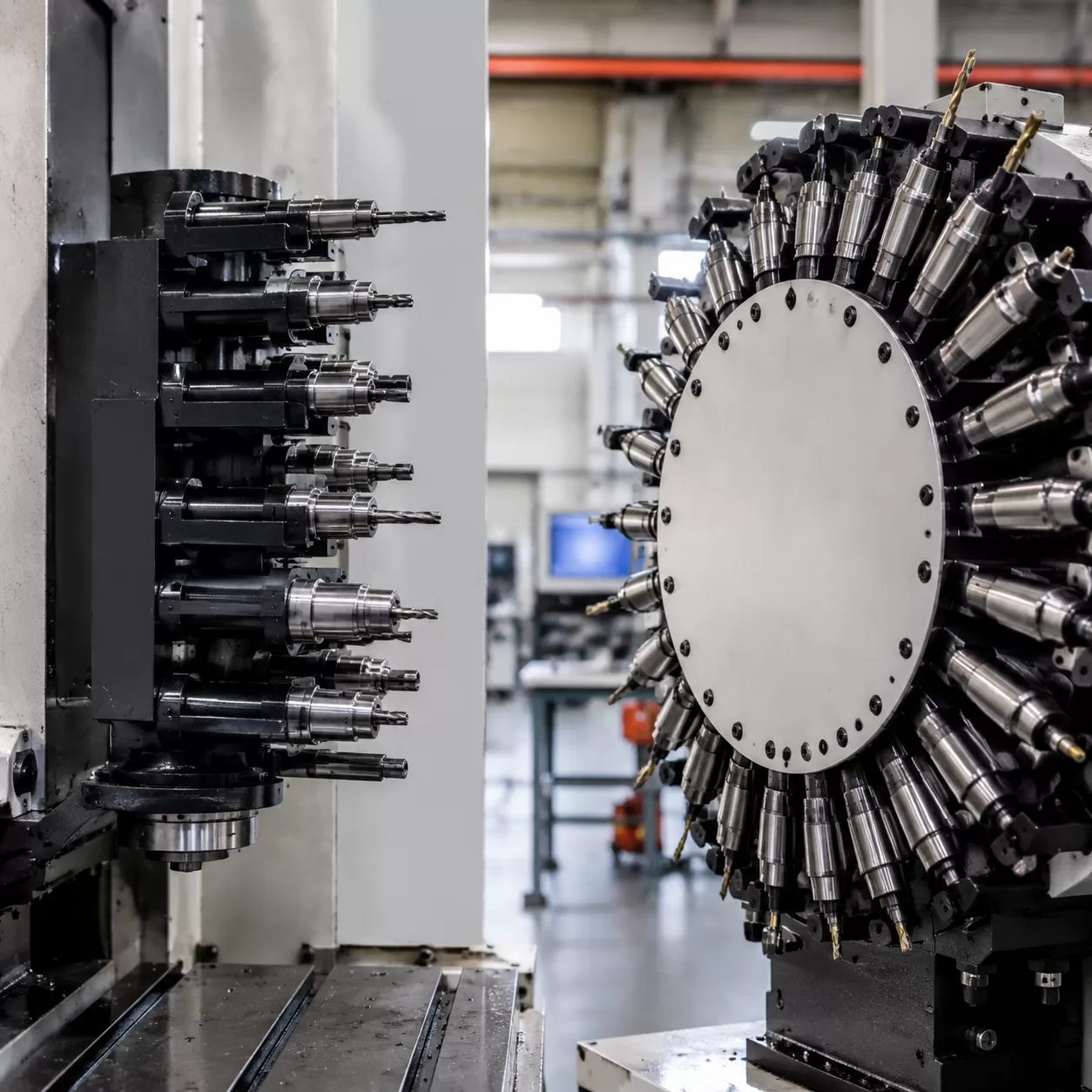
Seçenek genellikle iki ana konfigürasyona dayanır: doğrusal raf aletleri ahşap CNC router döner karusel şarjörleri. Her düzen, atölyenizin hacmine ve ayak izine bağlı olarak farklı mekanik avantajlar sunar.
Sabit Doğrusal Raf Aletleri: Kurşun Geçirmez Bütçe Seçeneği
Sabit doğrusal raf aletleri, genellikle CNC ahşap router tablasının arka veya yan kenarı boyunca düz bir çizgide düzenlenir. Raf tamamen sabit olduğu için bu kurulum yapısal olarak kurşun geçirmezdir ve aşınacak hareketli parça yoktur. Premium fiyat etiketi olmadan otomatik takım değiştirme isteyen atölyeler için oldukça güvenilir, uygun maliyetli bir çözümdür. Standart kullanan küçük ve orta ölçekli atölyeler için CNC ahşap frezeler, doğrusal bir raf inanılmaz bir dayanıklılık sağlar ve bakımı minimumda tutar.
Döner Karusel Şarjörleri: Saf Hız İçin Üretildi
Her saniyenin önemli olduğu yüksek yoğunluklu yerleştirme işlemleri yapıyorsanız, döner karusel şarjör üstün bir seçimdir. Doğrudan hareketli portal üzerine monte edilen karusel, ile iş mili. Bu, iş milinin bir takım tutucuyu değiştirmek için makine tablasının arkasına kadar seyahat etmesi gerekmediği için takım değiştirme döngüsü yolunu önemli ölçüde kısaltır.
Atölyeniz İçin Doğru Düzeni Seçmek
| Özellik | Doğrusal Raf Aletleri | Döner Karusel Şarjörü |
|---|---|---|
| Montaj Yeri | Makine tablasının arkası veya yanı | Doğrudan hareketli portal üzerine |
| Seyahat Mesafesi | Uzun (İş mili tabana dönmeli) | Kısa (Portal ile birlikte hareket eder) |
| Mekanik Karmaşıklık | Çok düşük (Hareketli parça yok) | Daha yüksek (Döner motor sürüş sistemi) |
| En İyi Kullanım Amacı | Genel ahşap işleri, dolap kapakları | Yüksek hızlı yerleştirme, yüksek hacimli üretim |
Doğru depolama düzenini belirlemek, ön bütçeniz ile ihtiyaç duyduğunuz üretim hızı arasında denge kurmaktan ibarettir. Maksimum verimlilik ve birkaç saniyelik tasarruflar ana hedeflerinizse, gantry montajlı döner tabla kendini hızla amorti eder. Basitlik, güvenilirlik ve maliyet etkinliği önceliklerinizse, doğrusal raf işi kusursuz şekilde çözer.
Bir CNC ATC Chuck Sensörü İş Parçalarını Kusursuz Tutar

Otomatik makinelerimizde manuel kalibrasyonu tamamen ortadan kaldırıyoruz. Ağır hizmet tipi araç uzunluk sensörü ve Z-ekseni temas plakası, araç uzunluk ofsetlerini anında ölçer ve kontrolör koordinatlarını, spindle malzemeye dokunmadan önce günceller.
Kesimlerinizi hassas tutmanın ötesinde, dahili otomasyon, yakınlık sensörleri tarafından izlenen katı bir önleyici güvenlik arızası üçlüsüne dayanır. Bu güvenlik göstergeleri doğru şekilde kaydetmezse, CNC makinesi hemen durur ve felaket bir iş parçası veya spindle hasarını önler:
- Takım Sıkılmış: Çekme çubuğunun tutucu düğmesine başarıyla kilitlendiğini ve takımın yüksek RPM'ye dönecek kadar güvenli olduğunu doğrular.
- Takım Serbest Bırakılmış: Pnömatik pistonun tamamen aşağı ittiğini ve tutucunun tamamen magazin rafına serbest bırakıldığını doğrular.
- Takım Olmadan Sıkılmış: Çekme çubuğunun boş bir cebin üzerine kapandığını ve spindle'ın takım tutucu olmadan çalışmasını engellediğini algılar.
Ahşap tozu, yüksek hızlı takım otomasyonunun en büyük düşmanıdır. İç mekanikleri korumak için, sürekli pozitif basınçlı hava temizliği, montajdan geçer. Bu sürekli hava akışı, mikro toz ve reçinenin yüksek hızdaki hassas yataklardan uzak tutulmasını sağlayan fiziksel bir bariyer oluşturur ve CNC ATC chuck'unuzun uzun üretim vardiyalarında kusursuz çalışmasını sağlar.
ATC Chuck'unuzun Kusursuz Çalışmasını Sağlamak

Otomatik takım değiştirici, yüksek hızlı takım otomasyonunun kalbidir, ancak düzgün bakım yapılmazsa en yüksek performansı göstermez. Temel bakım ihmal edilirse, doğruluk doğrudan etkilenir ve makinenizin ömrü kısalır. Sisteminizin beklenmedik arızalar olmadan çalışmaya devam etmesini sağlamak için, bu üç kritik bakım uygulamasını atölye rutininize dahil edin:
- Temiz, Kuru Hava Sağlayın: Pnömatik serbest bırakma sensörünüz ve iç pistonlarınız, sürekli temiz hava akışına dayanır. Atölyenizdeki havayı her zaman yüksek kaliteli yoğuşma ayırıcı filtre üzerinden yönlendirin ve nem ile kirleticileri giderin. Islak hava iç korozyona, pistonların yapışmasına ve araç serbest bırakma işlemlerinin yavaşlamasına neden olur.
- Her Gün Konik Parçaları Silin: Mikro toz ve reçine birikintisi üzerinde takım tutucu konik veya iç göbek mil koniği içindeki yüzeyler, eksenel sapmaya neden olur. Bu yüzeyleri günlük olarak özel bir göbek silme koniği ve tüy bırakmayan bez kullanarak temizleyin. Bu basit adım, kusursuz uyumu sağlar ve kesim doğruluğunu korur.
- Kilit Düğmelerini Düzenli Olarak Kontrol Edin: Yüksek RPM görev döngülerinde, çekme vidaları büyük yan yükler ve tekrarlayan kilit düğmesi sıkma kuvveti. dayanır. Haftalık olarak stres, yorgunluk veya görünür aşınma belirtileri açısından kontrol edin. Aşınmış bir çekme vidasını değiştirmek, kesim sırasında felaket araç serbest bırakma arızalarını önler.
Üretim kabiliyetlerinizi sağlam ve güvenilir donanımla geliştirmek istiyorsanız, yüksek performanslı ATC CNC router sistemlerimiz, ağır hizmet tipi gövdeler ve zorlu atölye programlarına dayanacak şekilde tasarlanmış yüksek kaliteli pnömatik bileşenlerle donatılmıştır.
| Bakım Görevi | Sıklık | Hedef Bileşen | Amaç |
|---|---|---|---|
| Filtre Kontrolü | Günlük | Yoğuşturucu Filtre / Pnömatik Sistemler | İç piston korozyonunu önleyin |
| Koni Temizliği | Her Vardiya | Takım Tutucu ve Göbek | Eksantrik sapma ve kirleri ortadan kaldırın |
| Çekme Vida Kontrolü | Haftalık | Kilit Düğmeleri | Yüksek RPM'de yorgunluk arızasını önleyin |
Bu plana bağlı kalarak iş mili pens tutucu mekanizmanızı korur, üretken olmayan çevrim sürenizi düşük tutar ve makinenizin her gün temiz, tekrarlanabilir kesimler yapmasını sağlarsınız.
CNC ATC Pens İşlemleri Hakkında SSS
Bir pnömatik boşaltma sensörü ve pens tutucu mekanizmasının çalışması için tipik olarak ne kadar hava basıncı gerekir?
Çoğu otomatik takım değiştiricili iş mili, arasında tutarlı bir temiz hava beslemesi gerektirir 0,6 ila 0,7 MPa (87 ila 101 PSI). Bu basınç, pnömatik boşaltma sensörünün ve dahili pistonun ağır hizmet tipi disk yaylarını tamamen yenmesi için hayati önem taşır. Basıncınız minimum eşiğin altına düşerse, pens tutucu takım tutucuyu güvenli bir şekilde boşaltacak kadar aşağı itemez ve üretim hattınızı durdurur.
Aynı döner kasetli magazinde BT30 ve HSK gibi farklı takım tutucu konik profillerini karıştırabilir miyim?
Hayır, aynı magazinde farklı takım tutucu konik profillerini karıştırabilirsiniz. Bir döner kasetli magazin veya doğrusal raf, yalnızca bir tür takım geometrisini (örneğin ISO20, BT30 veya HSK) kabul edecek şekilde özel olarak işlenmiştir. Ayrıca, dahili iş mili pens tutucu mekanizması, çekme saplaması ve tutma topuzu sıkma kuvveti her standart için tamamen farklıdır. Profilleri karıştırmak feci mekanik çarpmalara neden olur ve iş mili koniğini bozar.
Takım değiştirme döngüsü sırasında iş mili temizleme havası arızalanırsa CNC kontrol komutu ne olur?
Bir M06 CNC kontrol komutu, sırasında iş mili temizleme havası arızalanırsa veya basınç düşerse, makine güvenlik kilitleri derhal acil durdurmayı (E-stop) tetikler. Kontrolör bu pnömatik sensörleri sürekli olarak izler. Hava üflemesi ahşap tozunu temizleyemezse, sistem talaşların iş mili koniği içine sıkışmasını önlemek için durur, aksi takdirde bu durum büyük eksenel salgıya neden olur ve işleme doğruluğunuzu bozar. Yüksek hacimli üretim için, pnömatik sistemlerinizin kusursuz olmasını sağlamak, atölye düzeniniz için doğru CNC işleme merkezi seçmek kadar önemlidir.