
Tradycyjny problem zatrzymania produkcji, sięgania po dwugwintaki i ręcznego otwierania nakrętek kolletów w celu wymiany wiertła jest ogromnym obciążeniem dla wydajności. W produkcji o wysokiej wydajności ręczne zmiany narzędzi wprowadzają tarcie na hali produkcyjnej, które obniża marże zysku.
Aby wyeliminować ten marnotrawstwo, projektujemy nasze maszyny wokół automatycznego magazynka narzędziowego (ATC) uchwytu – dynamicznego systemu elektromechanicznego, który integruje mechanikę, pneumatykę i cyfrowe sterowanie, aby automatycznie wymieniać narzędzia. Automatyzując tę pojedynczą zmianę, frezarka CNC do drewna może przełączać się z wiertła do nestowania na frez profilowy w kilka sekund bez interwencji człowieka.
Wpływ na czas cyklu nieprodukcyjnego
Przejście z ręcznej wymiany na system ATC całkowicie redefiniuje efektywność Twojego przepływu pracy.
- Ręczna wymiana: 60 do 180 sekund na zmianę narzędzia (wymaga zatrzymania wrzeciona, ręcznego odkręcania, regulacji wiertła i ręcznego zerowania osi Z).
- Wymiana w systemie ATC: 3 do 8 sekund na zmianę narzędzia (w pełni zautomatyzowana, precyzyjna i wykonywana w locie).
Przeliczając te zaoszczędzone sekundy na setki wymian narzędzi na zmianę, uzyskujemy znaczne zmniejszenie czasów cyklu nieprodukcyjnego. Ta zwiększona dostępność pozwala naszym partnerom na globalnym rynku zwiększyć dzienną ilość arkuszy, zminimalizować zmęczenie operatora i utrzymać silną konkurencyjność w zautomatyzowanym przemyśle stolarskim.
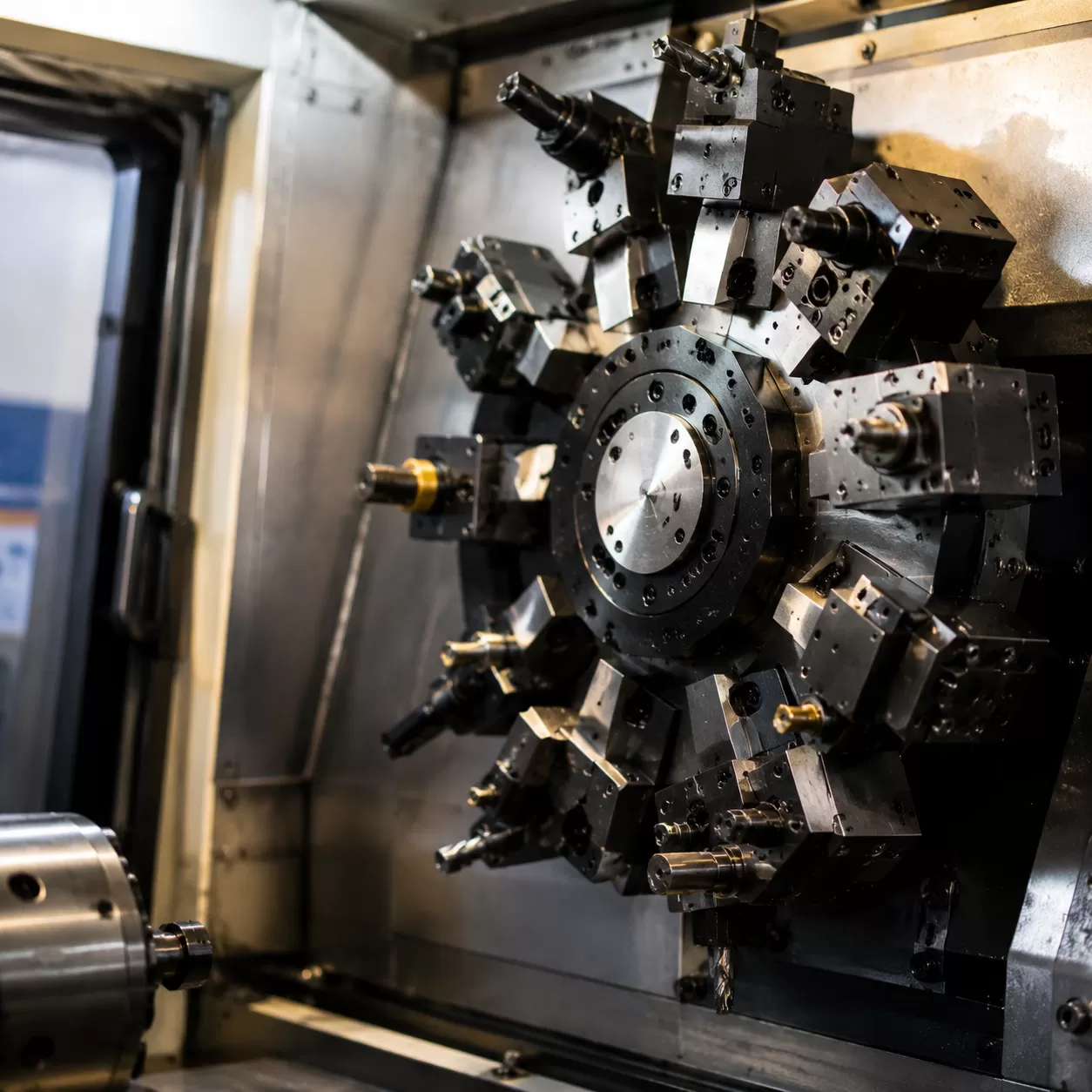
Wewnątrz wrzeciona automatyzacji narzędzi o wysokiej prędkości
Osiągnięcie perfekcyjnej, szybkiej automatycznej produkcji wymaga wnikliwego spojrzenia na to, jak działa uchwyt CNC ATC pod maską. Magia opiera się na precyzyjnym mechanicznym połączeniu pomiędzy uchwytem narzędziowym a wrzecionem maszyny. Niezależnie od tego, czy Twoja maszyna używa uchwytu ISO20, BT30 czy HSK, jest ona zaprojektowana tak, aby idealnie pasowała do wewnętrznego stożka wrzeciona. To precyzyjne fizyczne połączenie zapewnia zerowy odchył, utrzymując cięcia idealnie równe nawet przy prędkościach przekraczających 24 000 RPM.
Zanim jakiekolwiek uchwyt narzędziowy trafi do magazynu, wiertło musi być mocno zabezpieczone w zespole nakrętki kolletowej. Po załadowaniu, ciężkie mechanizmy wewnątrz wrzeciona zajmują się resztą.
Elementy mechanizmu blokującego
Mechaniczne blokowanie zależy od kilku kluczowych wewnętrznych komponentów współpracujących ze sobą:
- Wewnętrzny mechanizm dźwigni wrzeciona: Hartowany stalowy wał biegnący przez środek wrzeciona, który porusza się w górę i w dół, aby zaciskać lub zwalniać narzędzie.
- Ciężkie sprężyny tarczowe: Złożony stos wysokociśnieniowych sprężyn Belleville, które nieustannie naciskają dźwignię wyciągową w górę. Ta siła sprężyny mechanicznej zapewnia ciągłe, niezawodne mocowanie.
- Przyłącze i przycisk zatrzasku mocowania narzędzia: Górny przycisk mocowania narzędzia (przyłącze wyciągowe) jest mocno chwytniety przez wewnętrzne metalowe palce dźwigni wyciągowej (szpony kolleta).
Ogromna siła zacisku przycisku zatrzasku mocowania narzędzia pociąga mocowanie narzędzia do stożka z tysiącami funtów nacisku. Ta ekstremalna siła zapewnia, że ostrze skrawające pozostaje całkowicie sztywne i zablokowane, łatwo absorbując intensywne boczne obciążenia podczas ciężkiego mocowania i obróbki z dużym posuwem.
Jak działa automatyczna wymiana narzędzi
Zrozumienie jak działa uchwyt ATC CNC wymaga przyjrzenia się precyzyjnej, zautomatyzowanej choreografii, która ma miejsce za każdym razem, gdy maszyna wymienia narzędzia. Zamiast ręcznej interwencji, system opiera się na sekwencji zsynchronizowanych działań mechanicznych i pneumatycznych, aby utrzymać produkcję w ruchu.
Faza 1: Komenda sterownika CNC
Cały proces rozpoczyna się w programie G-code. Gdy maszyna napotyka kod M06, sterownik CNC zatrzymuje obecną ścieżkę cięcia i inicjuje sekwencję wymiany narzędzia. Maszyna odczytuje przypisany następny numer narzędzia i kieruje ramę do strefy wymiany. Jeśli jesteś nowy w rutynach ustawień, nauka jak poprawnie programować maszynę CNC zapewnia płynne zintegrowanie tych kodów narzędziowych z plikami projektowymi.
Faza 2: Hamowanie wrzeciona i usuwanie pyłu
Przed jakimikolwiek mechanicznymi wymianami, hamulec wrzeciona zatrzymuje się całkowicie. Porusza się wzdłuż prowadnic liniowych do wyznaczonej pozycji wymiany narzędzia. Jednocześnie aktywuje się powietrze do oczyszczania wrzeciona strzał czyszczący. Ten strzał sprężonego powietrza odchyla pył, wióry i zanieczyszczenia od powierzchni styku, zapewniając, że żadne zanieczyszczenia nie zostaną uwięzione wewnątrz stożka.
Faza 3: Aktywacja mechanizmu mocowania wrzeciona
Po ustawieniu, maszyna aktywuje czujnik zwolnienia pneumatycznego i uruchamia wewnętrzny tłok pneumatyczny. Ten tłok generuje wystarczającą siłę, aby pokonać ciężki wewnętrzny stos sprężyn, pchając mechanizm mocowania wrzeciona w dół. Ten ruch w dół zmusza zaciski do otwarcia się wewnątrz wrzeciona.
Faza 4: Depozyt i pobranie narzędzia
Po zwolnieniu mechanicznego uchwytu, automatyczny changer narzędzi bezpiecznie umieszcza aktywny uchwyt narzędzia w swoim slocie w magazynie narzędzi. Osie maszyny lekko przesuwają się, aby wyrównać pusty wrzeciono bezpośrednio nad kolejnym potrzebnym narzędziem w karuzeli lub racku, gotowe do pobrania.
Faza 5: Uzyskanie masywnego mechanicznego blokowania
Po opuszczeniu wrzeciona na nowy uchwyt narzędzia, ciśnienie powietrza pneumatycznego jest natychmiast zwalniane. Bez oporu powietrza, wewnętrzna sprężyna dyskowa szybko powraca do góry z ogromną siłą mechaniczną. To napięcie rewersji mocno zaciska zaangażowanie trzpienia pociągowego i mocno blokuje stożek uchwytu narzędzia w wrzecionie z tysiącami funtów siły zacisku, gotowe do obróbki z dużą prędkością.
Magazyny karuzelowe obrotowe vs. narzędzia na szynach liniowych
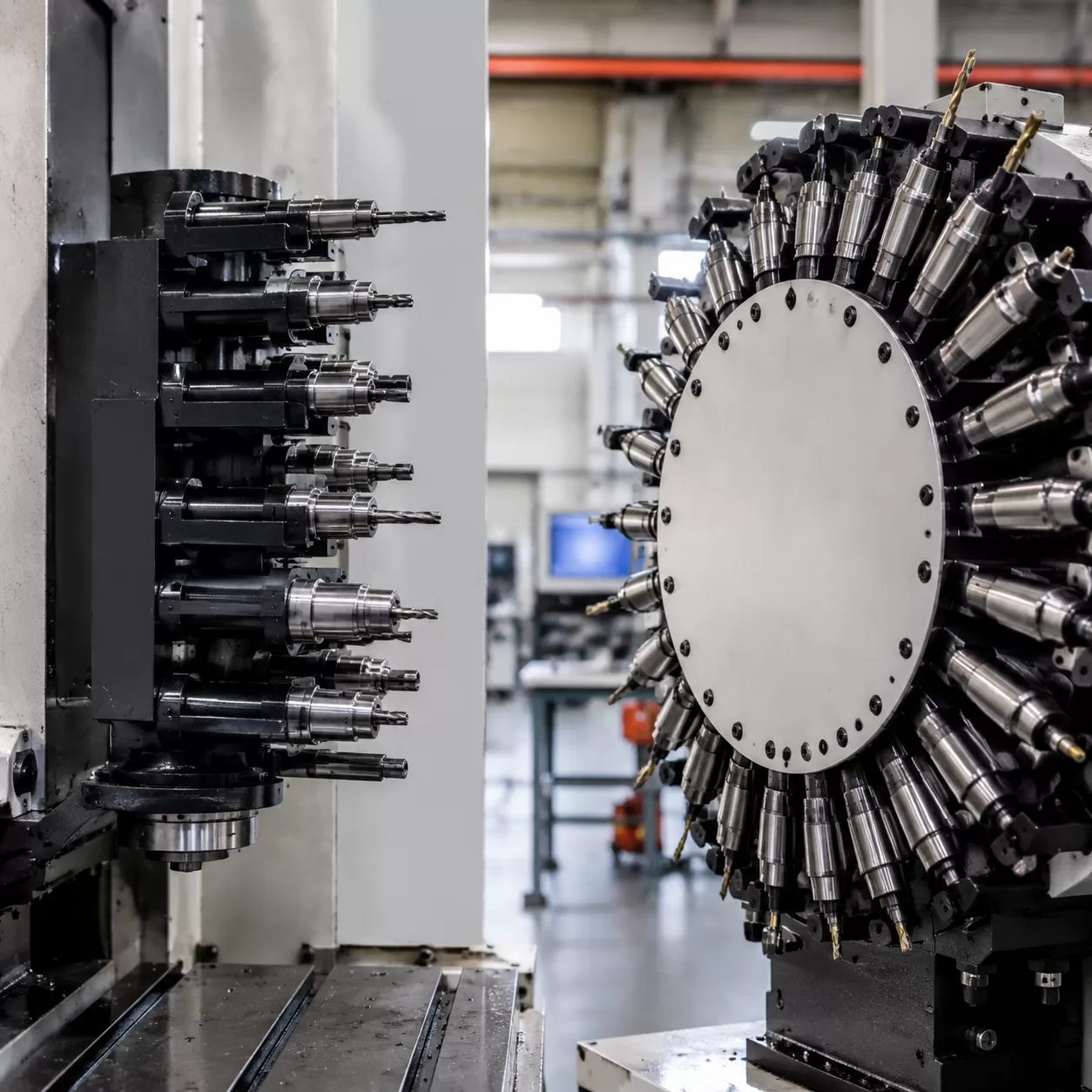
Wybór zazwyczaj sprowadza się do dwóch głównych konfiguracji: narzędzia na szynach liniowych i magazyny karuzelowe obrotowe. Każdy układ oferuje różne korzyści mechaniczne w zależności od wielkości i powierzchni Twojego warsztatu.
Narzędzia na stałym liniowym regale: Niezawodna opcja budżetowa
Narzędzia na stałym liniowym regale są ułożone w prostą linię, zwykle wzdłuż tylnej lub bocznej krawędzi stołu frezarki CNC do drewna. Ponieważ szyna jest całkowicie nieruchoma, ten układ jest strukturalnie niezawodny, z zerową ilością ruchomych części, które mogą się zużywać. To bardzo niezawodne, opłacalne rozwiązanie dla warsztatów, które chcą automatycznego przełączania narzędzi bez wysokiej ceny. Dla małych i średnich warsztatów korzystających z standardowych Frezarki CNC do drewna, linowy regał zapewnia niesamowitą trwałość i minimalizuje konieczność konserwacji.
Magazyny obrotowe: Zaprojektowane dla czystej szybkości
Jeśli prowadzisz operacje z wysoką gęstością układania, gdzie każda sekunda się liczy, obrotowy magazyn carousel jest lepszym wyborem. Zamontowany bezpośrednio na poruszającej się bramie, carousel porusza się z wrzeciono. To drastycznie skraca ścieżkę cyklu wymiany narzędzia, ponieważ wrzeciono nie musi podróżować aż na tył stołu maszyny, aby wymienić uchwyt narzędzia.
Wybór odpowiedniego układu dla Twojego warsztatu
| Funkcja | Narzędzia na liniowym regale | Magazyn obrotowy carousel |
|---|---|---|
| Miejsce montażu | Tylna lub boczna strona stołu maszyny | Bezpośrednio na poruszającej się bramie |
| Długość podróży | Długa (Wrzeciono musi wrócić do bazy) | Krótka (Podróżuje razem z bramą) |
| Złożoność mechaniczna | Bardzo niska (Brak ruchomych części) | Wyższa (System napędu silnika obrotowego) |
| Najlepsze do użytku | Ogólne obróbki stolarskie, drzwi szafkowe | Szybkie układanie, produkcja na dużą skalę |
Decyzja o odpowiednim układzie magazynowania sprowadza się do wyważenia początkowego budżetu z wymaganą szybkością produkcji. Jeśli głównym celem jest maksymalna przepustowość i skracanie sekund, karuzela zamontowana na ramieniu szybko się zwraca. Jeśli priorytetem są prostota, niezawodność i efektywność kosztowa, liniowy regał wykonuje zadanie bezbłędnie.
Jak czujnik uchwytu CNC ATC zapewnia perfekcyjne elementy robocze

Na naszych zautomatyzowanych maszynach całkowicie eliminujemy ręczną kalibrację. Wytrzymały czujnik długości narzędzia i płyta dotykowa osi Z mierzą odchylenia długości narzędzia natychmiast w trakcie pracy, aktualizując współrzędne sterownika zanim wrzeciono dotknie materiału.
Poza zapewnieniem precyzji cięć, wewnętrzna automatyzacja opiera się na ścisłej trójce zapobiegawczych błędów bezpieczeństwa monitorowanych przez czujniki zbliżeniowe. Jeśli te wskaźniki bezpieczeństwa nie zarejestrują poprawnie, maszyna CNC zatrzyma się natychmiast, aby zapobiec katastrofalnym uszkodzeniom obrabianego elementu lub wrzeciona:
- Narzędzie Zablokowane: Potwierdza, że uchwyt mocujący został pomyślnie zablokowany na kołku mocującym i narzędzie jest bezpieczne do rozkręcania do wysokich obrotów.
- Narzędzie Odblokowane: Weryfikuje, czy siłownik pneumatyczny całkowicie opuścił się, całkowicie zwalniając uchwyt do magazynka.
- Zablokowane Bez Narzędzia: Wykrywa, czy uchwyt mocujący nie zatrzasnął się na pustej kieszeni, zapobiegając uruchomieniu wrzeciona bez narzędzia mocującego.
Pył drzewny jest ostatecznym wrogiem automatyzacji wysokowydajnych narzędzi. Aby chronić mechanikę wewnętrzną, przez zespół przepływa ciągły strumień powietrza pod dodatnim ciśnieniem. Ten stały przepływ tworzy fizyczną barierę, która chroni mikro-pył i żywicę przed dostaniem się do precyzyjnych łożysk wysokiej prędkości, zapewniając bezawaryjną pracę chwytaka ATC w długich zmianach produkcyjnych.
Utrzymanie Twojego Chwytaka ATC w Nienagannej Kondycji

Automatyczna wymiana narzędzi jest sercem automatyzacji wysokowydajnych narzędzi, ale działa ona na najwyższych obrotach tylko wtedy, gdy jest odpowiednio konserwowana. Zaniedbanie podstawowej obsługi bezpośrednio wpływa na precyzję i skraca żywotność maszyny. Aby utrzymać system bez niespodziewanych przestojów, wprowadź do rutyny warsztatowej te trzy kluczowe praktyki konserwacyjne:
- Dostarczaj Czyste, Suchie Powietrze: Twój czujnik zwalniania pneumatycznego i wewnętrzne tłoki polegają na ciągłym strumieniu czystego powietrza. Zawsze kieruj powietrze z warsztatu przez wysokiej jakości filtr koalescencyjny w celu usunięcia wilgoci i zanieczyszczeń. Mokre powietrze powoduje korozję wewnętrzną, zacinanie tłoków i opóźnienia w zwalnianiu narzędzi.
- Codziennie czyść stożki: Mikro-pył i osady żywiczne na stożku mocowania narzędzia lub wewnętrznym stożku wrzeciona powodują odchylenia osiowe. Czyść te powierzchnie codziennie za pomocą dedykowanego wycieraka stożka wrzeciona i bezpyłowej ściereczki. Ten prosty krok zapewnia idealne dopasowanie i zachowuje precyzję cięcia.
- Regularnie sprawdzaj pokrętła mocujące: Przy wysokich cyklach pracy na obrotach, mocowania pociągowe wytrzymują ogromne boczne obciążenia i powtarzalne siły zaciskowe pokrętła mocującego. Sprawdzaj je co tydzień pod kątem oznak naprężeń, zmęczenia lub widocznych śladów zużycia. Wymiana zużytego mocowania pociągowego zapobiega katastrofalnym awariom zwolnienia narzędzia podczas cięcia.
Jeśli chcesz zwiększyć swoje możliwości produkcyjne za pomocą solidnego, niezawodnego sprzętu, nasze systemy wysokiej wydajności Frezarkę CNC z ATC są zaprojektowane z ciężkimi wrzecionami i wysokiej jakości elementami pneumatycznymi, które wytrzymują wymagające harmonogramy warsztatowe.
| Zadanie konserwacyjne | Częstotliwość | Element docelowy | Cel |
|---|---|---|---|
| Sprawdzenie filtra | Codziennie | Filtr koalescencyjny / Pneumatyka | Zapobieganie korozji wewnętrznego tłoka |
| Czyszczenie stożka | Każda zmiana | Uchwyt narzędziowy i wrzeciono | Wyeliminuj boczny odchył i zanieczyszczenia |
| Inspekcja mocowania pociągowego | Tygodniowo | Pokrętła mocujące | Zapobieganie zmęczeniu przy wysokich obrotach |
Dzięki przestrzeganiu tego schematu chronisz mechanizm mocowania wrzeciona, utrzymujesz niski czas cyklu nieprodukcyjnego i zapewniasz, że Twoja maszyna wykonuje czyste, powtarzalne cięcia każdego dnia.
Najczęściej zadawane pytania dotyczące operacji chwytaka CNC ATC
Ile ciśnienia powietrza zazwyczaj wymaga czujnik zwolnienia pneumatycznego i mechanizm cięgła wyciągowego do prawidłowego działania?
Większość automatycznych magazynów narzędziowych wymaga stałego, czystego zasilania powietrzem pomiędzy 0,6 a 0,7 MPa (87 a 101 PSI). To ciśnienie jest kluczowe dla czujnika zwolnienia pneumatycznego i wewnętrznego tłoka, aby całkowicie pokonać ciężkie sprężyny dyskowe. Jeśli ciśnienie spadnie poniżej minimalnego progu, cięgło wyciągowe nie będzie w stanie nacisnąć wystarczająco głęboko, aby bezpiecznie zwolnić stożek mocowania narzędzia, co zatrzyma linię produkcyjną.
Czy mogę mieszać różne profile stożków mocowania narzędzi, takie jak BT30 i HSK, na tym samym obrotowym magazynie?
Nie, nie można mieszać różnych profili stożków mocowania narzędzi na tym samym magazynie. Obrotowy magazyn lub liniowy regał jest specjalnie obrobiony, aby przyjąć tylko jeden typ geometrii narzędzia, takiej jak ISO20, BT30 lub HSK. Ponadto, mechanizm cięgła wrzeciona, zaangażowanie trzpienia wyciągowego i siła zaciskania przycisku mocującego są całkowicie różne dla każdego standardu. Mieszanie profili spowoduje katastrofalne awarie mechaniczne i uszkodzenie stożka wrzeciona.
Co się dzieje z poleceniem kontrolera CNC, jeśli powietrze do oczyszczania wrzeciona zawiedzie podczas cyklu wymiany narzędzia?
Jeśli powietrze do oczyszczania wrzeciona zawiedzie lub ciśnienie spadnie podczas polecenia M06 kontrolera CNC, system bezpieczeństwa maszyny natychmiast uruchomi awaryjne zatrzymanie (E-stop). Kontroler stale monitoruje te czujniki pneumatyczne. Jeśli strumień powietrza nie usunie pyłu drzewnego, system zatrzyma się, aby zapobiec zatrzymaniu wiórów wewnątrz stożka wrzeciona, co w przeciwnym razie spowodowałoby masowe odchylenie osiowe i uszkodzenie dokładności obróbki. Dla produkcji na dużą skalę, zapewnienie bezawaryjności pneumatyki jest równie ważne jak wybór odpowiedniego Centrum obróbki CNC dla układu warsztatu.