
停止生產、取用雙扳手以及手動打開卡簧螺母以更換刀具的傳統瓶頸,嚴重影響效率。在高產出製造中,手動換刀會引入車間摩擦,侵蝕利潤空間。.
為了消除這些浪費,我們將機械設計圍繞著 自動換刀機 (ATC)卡盤——一個動態的電機機械系統,整合了機械、氣動和數字控制,實現自動換刀。通過自動化這一單一轉換,數控木工雕刻機可以在幾秒內在嵌套刀具和輪廓刀之間切換,無需人工干預。.
對非生產週期時間的影響
從手動換刀到ATC系統的轉變,徹底重新定義了您的工作流程效率。.
- 手動換刀: 每次換刀需60到180秒(需要停止主軸、手動扳手清理、刀具調整以及手動Z軸重新歸零)。.
- ATC換刀: 每次換刀僅需3到8秒(全自動、精確且即時執行)。.
將這些節省的秒數應用於每班數百次的換刀,將大幅縮短 非生產週期時間. 。這種增加的運行時間使我們的全球合作夥伴能夠提升每日板材產量,減少操作員疲勞,並在自動化木工市場中保持高度競爭優勢。.
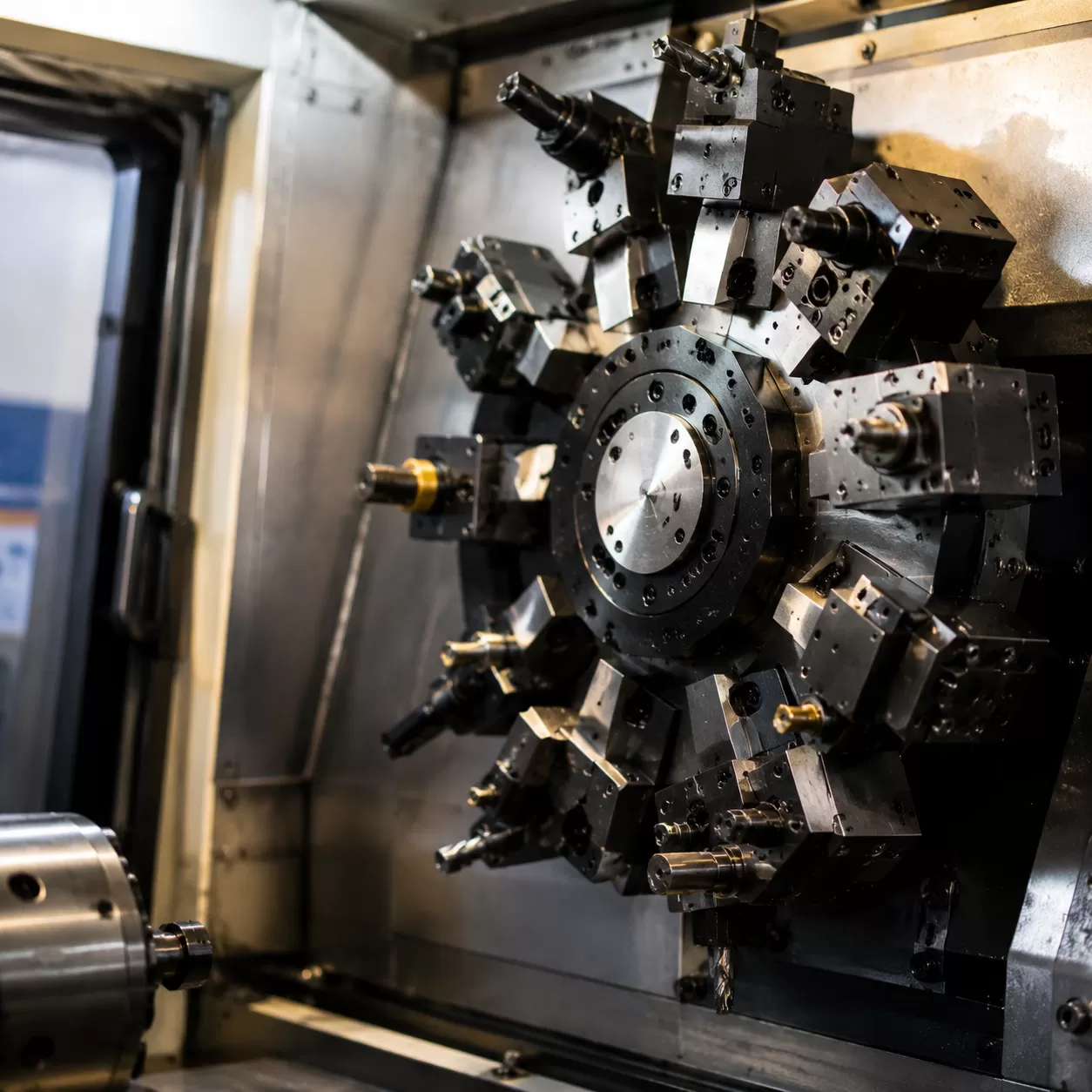
高速換刀主軸內部
實現完美高速自動化生產,需要深入了解 數控ATC卡盤的工作原理 。這一魔法依賴於刀具夾持器與機器主軸之間的精確機械配合。無論您的機器使用ISO20、BT30或HSK刀具夾錐,它都經過設計能與內部主軸錐度完美配合。這種精確的物理連接確保零偏差性能,即使在超過24,000轉每分鐘的高速下,也能保持切割的完美準確。.
在任何刀具夾持器進入存儲料倉之前,切削刀具必須牢固地固定在卡簧螺母組件內。一旦裝載完畢,主軸內的重型機械部分會處理剩餘工作。.
鎖緊機構組件
機械鎖定依賴於幾個關鍵的內部組件協同工作:
- 內部主軸拉杆機構: 一根硬化鋼軸,沿著主軸中心延伸,能上下移動以夾緊或釋放工具。.
- 重型圓盤彈簧: 一組堆疊的高張力貝爾維爾墊圈,不斷向上推動拉杆。這種機械彈簧力提供持續且安全的夾緊能量。.
- 拉釘啟動與保持旋鈕: 刀具夾持器的上部旋鈕(拉釘)被拉杆內部的金屬指爪(夾頭爪)緊緊抓住。.
巨大的保持旋鈕夾緊力將刀具夾持器拉入錐形槽,施加數千磅的壓力。這種極端的力量確保切削刀片保持完全剛性和鎖緊,能輕鬆吸收在重型嵌套和高速進給加工操作中的劇烈側向載荷。.
自動換刀機如何換刀
理解 CNC換刀夾頭的工作原理 需要了解每次機器換刀時發生的精確自動化流程。系統不依賴人工干預,而是依靠一系列同步的機械和氣動動作來保持生產的連續性。.
第一階段:CNC控制器指令
整個過程從G代碼程序開始。當機器遇到 M06代碼, 時,CNC控制器停止當前的切削路徑並啟動換刀流程。機器讀取下一個指定的刀具編號,並指示龍門架移動到換刀區域。如果你是新手,學習 如何正確編程CNC機器 可以確保這些刀具代碼無縫整合到你的設計文件中。.
第二階段:主軸制動與除塵
在任何機械交換發生之前,主軸制動至完全停止。它沿著線性軌道移動到指定的換刀位置。同時,一個 主軸清洗空氣 噴射啟動。這股壓縮空氣的噴射將木屑、碎片和碎屑偏離配合面,確保沒有污染物被卡在錐度內部。.
第三階段:啟動主軸拉杆機構
一旦定位,機器啟動一個 氣動釋放感測器 並觸發內部氣動活塞。這個活塞具有足夠的力量克服內部重型彈簧堆,將 主軸拉杆機構 向下推動。這個向下的運動迫使夾緊指爪在主軸內打開。.
第四階段:放置與取回工具
隨著機械夾持放鬆,自動換刀器安全地將活動刀柄放入刀庫中的插槽。然後,機器軸稍微移動,使空的主軸直接對準轉盤或架子上的下一個所需工具,準備取出。.
第五階段:實現大規模機械鎖緊
當主軸降低到新刀柄上後,氣動空氣壓力立即釋放。在沒有空氣壓力阻擋的情況下,內部的圓盤彈簧堆迅速反彈向上,產生巨大的機械力量。這個高張力的回縮拉動 拉釘啟動 緊密鎖定,將刀柄錐度牢固鎖入主軸,具有數千磅的保持螺母夾緊力,準備高速切削。.
旋轉轉盤式刀庫與線性架式刀具
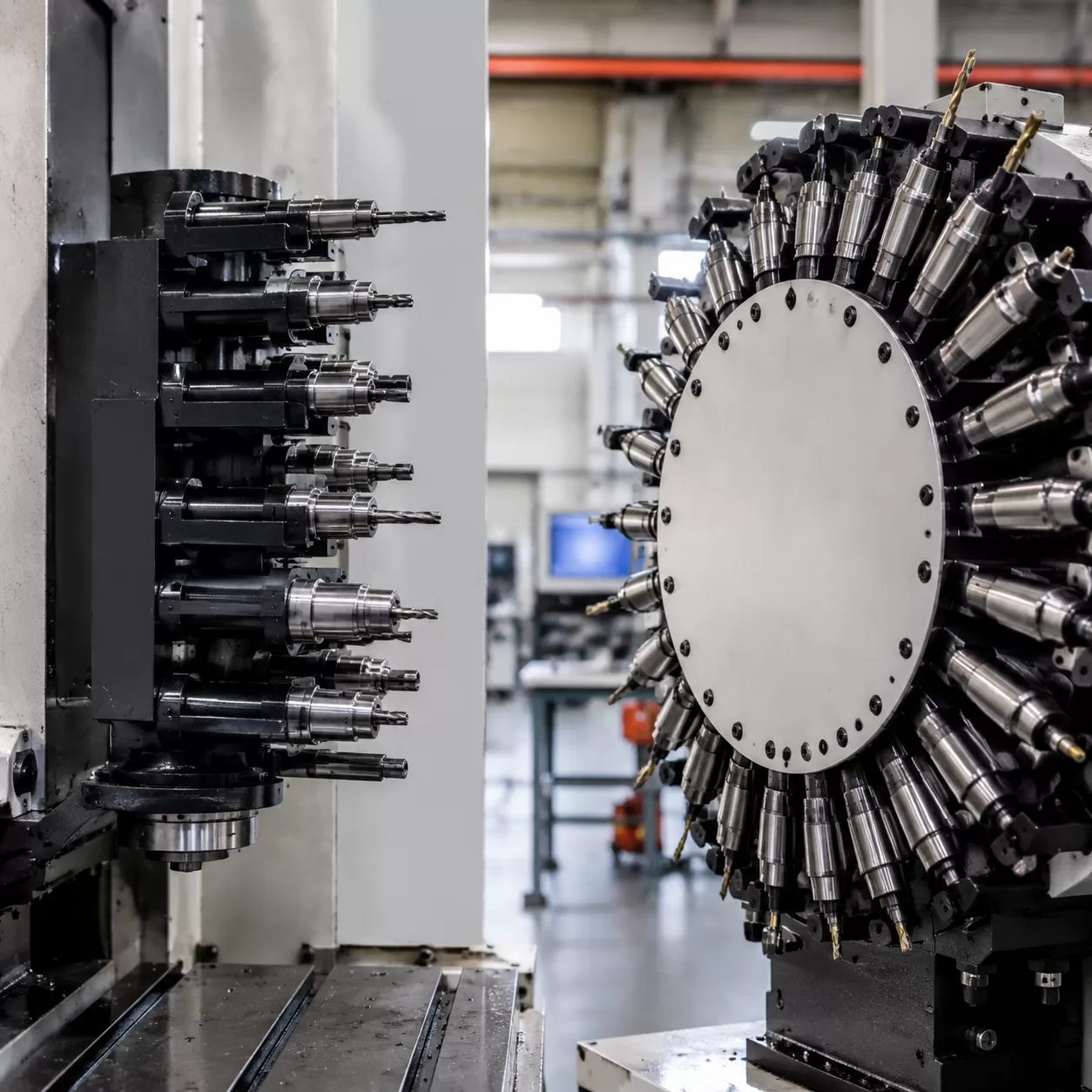
選擇通常取決於兩種主要配置: 線性架式刀具 和 旋轉轉盤式刀庫. 每種佈局根據您的工廠規模和佔地面積提供不同的機械優勢。.
固定線性架工具:經濟實惠的可靠選擇
固定線性架工具排列在直線上,通常沿著 CNC 木工雕刻機工作台的後側或側邊。由於架子完全固定,這種設置在結構上堅不可摧,沒有任何磨損的活動部件。對於希望實現自動換刀且不想花高價的工廠來說,是一個高度可靠且具有成本效益的解決方案。適用於利用標準的中小型工廠 CNC木工雕刻機, ,線性架提供了令人驚嘆的耐用性並將維護降至最低。.
旋轉轉盤料倉:為速度而生
如果您進行高密度排版作業,每一秒都很重要,旋轉轉盤料倉是更佳的選擇。它直接安裝在移動式龍門架上,轉盤會 與 帶動主軸。這大大縮短了換刀循環路徑,因為主軸不需要移動到機床背部來更換刀架。.
為您的工廠選擇合適的佈局
| 特點 | 線性架工具 | 旋轉轉盤料倉 |
|---|---|---|
| 安裝位置 | 機床工作台的後側或側邊 | 直接安裝在移動式龍門架上 |
| 行程距離 | 較長(主軸必須返回基座) | 較短(與龍門架一同移動) |
| 機械複雜度 | 極低(無活動部件) | 較高(旋轉馬達驅動系統) |
| 適用範圍 | 一般木工,櫃門 | 高速排版,高產量生產 |
決定合適的儲存佈局取決於平衡您的預算與所需的生產速度。如果最大產能和縮短秒數是您的主要目標,橋式旋轉台的旋轉式自動換刀系統很快就能收回成本。如果簡單、可靠和成本效益是您的優先考量,線性貨架能完美完成工作。.
CNC ATC夾頭感測器如何確保工件完美無瑕

在我們的自動化機器上,我們完全消除手動校準。重型工具長度感測器和Z軸觸碰板能即時測量工具長度偏移,並在主軸接觸材料之前即時更新控制器座標。.
除了保持切割的精確外,內部自動化系統還依賴一組嚴格的預防性安全故障監控,這些由接近感測器監測的安全指標如果未能正確記錄,數控機床將立即停止運作,以防止工件或主軸的嚴重損壞:
- 工具夾緊: 確認拖杆已成功鎖定在保持旋鈕上,工具安全可旋轉至高轉速。.
- 工具未夾緊: 確認氣動活塞已完全向下推動,完全釋放夾持器至彈匣架中。.
- 無需工具夾緊: 感知拖杆是否在空袋時突然關閉,防止主軸在沒有刀夾的情況下運轉。.
木屑是高速工具自動化的終極敵人。為了保護內部機械,持續的正壓空氣清洗會通過組裝部分。這股恆定的氣流形成一個物理屏障,防止微塵和樹脂進入高速精密軸承,確保您的數控自動換刀夾頭在長時間生產班次中運作順暢。.
確保您的ATC夾頭運作完美無瑕

自動換刀器是高速刀具自動化的核心,但只有妥善維護才能發揮最佳性能。忽略基本的保養會直接影響精度並縮短機器的使用壽命。為了讓您的系統持續運行,避免意外停機,請將以下三個關鍵維護措施納入您的工廠日常作業:
- 提供乾淨、乾燥的空氣: 您的氣動釋放感測器和內部活塞依賴於持續的清潔空氣流。請務必將您的工廠空氣經由高品質的管路輸送。 合併濾網 以去除水分和雜質。潮濕的空氣會導致內部腐蝕、活塞卡住以及工具釋放遲緩。.
- 每日擦拭錐形蠟燭: 微塵與樹脂積聚在 刀具夾持器錐度 或在內部主軸錐度內部會導致軸向跳動。每天使用專用的主軸擦拭錐度和無塵布清潔這些表面。這個簡單的步驟可以確保完美的配合並維持切削精度。.
- 定期檢查保持旋鈕: 在高轉速循環負載下,拉釘承受大量側向載荷和反覆應力 保持旋鈕夾緊力. 。每週檢查是否有應力、疲勞或明顯磨損的跡象。更換磨損的拉釘可以防止在切割過程中發生災難性工具釋放故障。.
如果您想用堅固可靠的硬體升級您的生產能力,我們的高性能 ATC CNC雕刻機 系統配備重型主軸和優質氣動元件,專為應對嚴苛的工作坊排程而設計。.
| 維護任務 | 頻率 | 目標零件 | 目標 |
|---|---|---|---|
| 濾網檢查 | 每日 | 凝結濾網 / 氣動系統 | 防止內部活塞腐蝕 |
| 錐度清潔 | 每個班次 | 刀具夾持器與主軸 | 消除軸向跳動和碎屑 |
| 拉釘檢查 | 每週 | 保持旋鈕 | 防止高轉速下的疲勞失效 |
遵循此藍圖,您可以保護您的主軸拉杆機構,降低非生產循環時間,並確保您的機器每天都能提供乾淨且可重複的切割效果。.
關於 CNC 自動換刀夾頭操作的常見問題
氣動釋放感測器和拉桿機構通常需要多少氣壓才能運作?
大多數自動換刀主軸需要穩定的潔淨空氣供應,壓力介於 0.6 至 0.7 MPa(87 至 101 PSI)之間. 。此壓力對於氣動釋放感測器和內部活塞完全克服重型碟形彈簧至關重要。如果您的壓力低於最低閾值,拉桿將無法向下推足夠的距離來安全釋放刀柄錐度,從而導致您的生產線停擺。.
我可以在同一個旋轉式轉盤刀庫中混合使用不同刀柄錐度規格,例如 BT30 和 HSK 嗎?
不行,您不能在同一個刀庫中混合使用不同刀柄錐度規格。一個 旋轉式轉盤刀庫 或線性刀架是專門加工來接受單一類型刀具幾何形狀的,例如 ISO20、BT30 或 HSK。此外,內部主軸拉桿機構、拉頭接合和夾持柄的夾持力對於每種標準都完全不同。混合規格將導致災難性的機械碰撞,並損壞主軸錐度。.
如果在換刀循環期間主軸吹氣失敗,CNC 控制器指令會發生什麼情況?
如果在 M06 CNC 控制器指令, 期間主軸吹氣失敗或壓力下降,機器安全聯鎖將觸發緊急停止(E-stop)。控制器會持續監控這些氣動感測器。如果氣流未能清除木屑粉塵,系統將會停止,以防止切屑卡在主軸錐度內,否則將導致嚴重的軸向跳動並損壞您的加工精度。對於高產量生產,確保您的氣動系統完美無缺,與選擇適合您車間佈局的 CNC加工中心 同等重要。.