
Традиционный узкий место остановки производства, необходимость брать двойные ключи и вручную откручивать гайки цанги для замены сверла — это огромная потеря эффективности. В производстве с высокой производительностью ручная смена инструмента создает трение на производственной площадке, которое сокращает прибыль.
Чтобы устранить эти потери, мы проектируем наше оборудование вокруг автоматическая смена инструмента (ATC) зажима — динамической электромеханической системы, которая объединяет механику, пневматику и цифровое управление для автоматической замены инструментов. Автоматизируя этот один переход, станок для обработки древесины CNC может переключаться с фрезы для вложений на профильную фрезу за секунды без вмешательства человека.
Влияние на время нерабочего цикла
Переход от ручной замены к системе ATC полностью переопределяет эффективность вашего рабочего процесса.
- Ручная замена: от 60 до 180 секунд на смену инструмента (требует остановки шпинделя, ручного откручивания ключа, регулировки сверла и ручной переустановки нуля по оси Z).
- Замена с помощью ATC: от 3 до 8 секунд на смену инструмента (полностью автоматическая, точная и выполняется на лету).
Перевод этих сэкономленных секунд при сотнях смен инструментов за смену приводит к значительному сокращению нерабочего времени цикла. Это увеличенное время работы позволяет нашим глобальным партнерам увеличивать ежедневный объем обработки листов, минимизировать усталость оператора и сохранять высокую конкурентоспособность на рынке автоматизированной обработки древесины.
Внутри шпинделя автоматизации высокоскоростной обработки инструментов
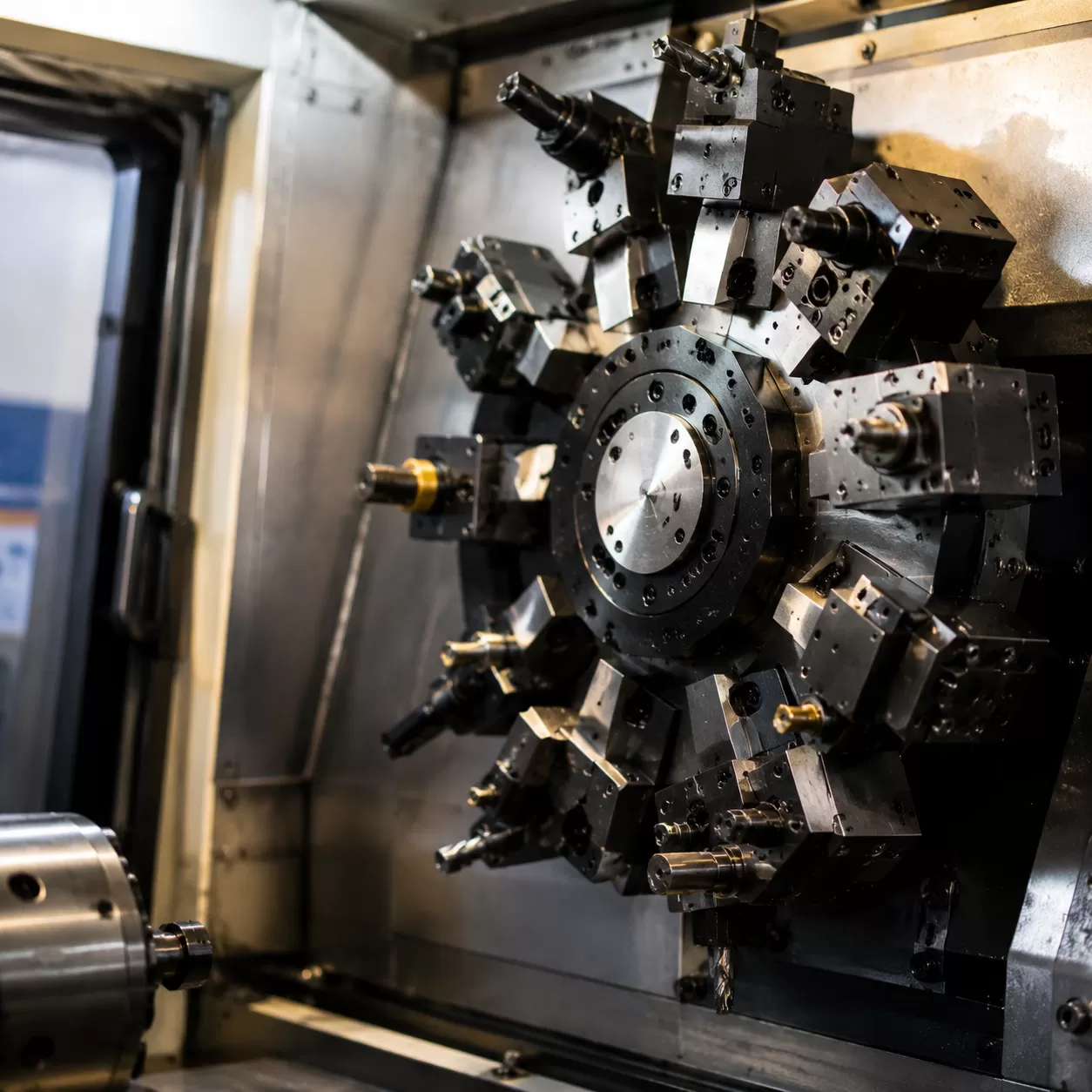
Достижение безупречного, высокоскоростного автоматического производства требует взгляда изнутри на то, как работает зажим CNC ATC под капотом. Магия основана на точном механическом соединении между держателем инструмента и шпинделем станка. Независимо от того, использует ли ваш станок ISO20, BT30 или HSK, он сконструирован для идеального соединения с внутренним конусом шпинделя. Это точное физическое соединение обеспечивает отсутствие биения, что позволяет делать идеально точные резы даже при скоростях свыше 24 000 об/мин.
Прежде чем любой держатель инструмента попадет в складской магазин, режущая насадка должна быть надежно закреплена внутри сборки колпачка цанги. После загрузки, тяжелая механика внутри шпинделя занимается остальным.
Компоненты механизма блокировки
Механизм механической блокировки зависит от нескольких критически важных внутренних компонентов, работающих вместе:
- Механизм внутренней шпиндельной тяги: Твердый стальной вал, проходящий по центру шпинделя, который перемещается вверх и вниз для зажима или освобождения инструмента.
- Тяжелонагруженные дисковые пружины: Сложенный кластер высоконапряженных пружин Белвилье, которые постоянно толкают тягу вверх. Эта механическая сила пружины обеспечивает постоянное, надежное зажимное усилие.
- Механизм зацепления и удержания тягового стержня: Верхняя рукоятка держателя инструмента (тяговый стержень) плотно зажата внутренними металлическими пальцами (когтями цанги) тяги.
Массивное усилие зажима рукоятки удержания тянет держатель инструмента вверх в конический наконечник с силой в тысячи фунтов. Эта экстремальная сила обеспечивает полную жесткость и блокировку режущей насадки, легко поглощая интенсивные боковые нагрузки во время тяжелых операций вложения и высокоскоростной обработки.
Как автоматическая смена инструмента меняет инструменты
Понимание как работает зажим автоматической смены инструмента CNC требует рассмотрения точной, автоматизированной хореографии, которая происходит каждый раз, когда машина меняет насадки. Вместо ручного вмешательства система полагается на последовательность синхронизированных механических и пневматических действий для поддержания производства.
Фаза 1: команда контроллера CNC
Весь процесс начинается в программе G-кода. Когда машина достигает M06 код, контроллер CNC останавливает текущий путь резки и инициирует последовательность смены инструмента. Машина считывает конкретный номер инструмента, назначенный следующим, и направляет портальную систему к зоне обмена. Если вы новичок в настройках, изучение как программировать станок с ЧПУ правильно обеспечивает беспрепятственную интеграцию этих кодов инструментов в ваши проектные файлы.
Фаза 2: Торможение шпинделя и очистка от пыли
Перед любой механической заменой шпиндель блокируется до полного остановки. Он перемещается вдоль линейных рельсов в назначенную позицию для смены инструмента. Одновременно активируется воздух для очистки шпинделя взрыв. Этот поток сжатого воздуха отклоняет древесную пыль, опилки и мусор от сопрягаемых поверхностей, обеспечивая отсутствие загрязнений внутри конического соединения.
Фаза 3: Активация механизма шпиндельного стяжного устройства
После установки машина активирует пневматический датчик освобождения и запускает внутренний пневматический поршень. Этот поршень обладает достаточной силой, чтобы преодолеть тяжелую внутреннюю пружинную сборку, опуская механизм шпиндельного стяжного устройства вниз. Это движение заставляет зажимные пальцы открыться внутри шпинделя.
Фаза 4: Размещение и извлечение инструмента
Освободив механический захват, автоматический сменщик инструментов безопасно размещает активный держатель инструмента в его гнезде в магазин инструментов. Оси станка затем немного смещаются для выравнивания пустого шпинделя прямо над следующим необходимым инструментом в карусели или стойке, готовым к извлечению.
Фаза 5: Обеспечение надежной механической фиксации
После опускания шпинделя на новый держатель инструмента, давление воздуха мгновенно сбрасывается. Без сопротивления воздуха внутренний дисковый пружинный блок возвращается вверх с огромной механической силой. Этот натяжной возврат плотно затягивает зацепление шпильки и надежно фиксирует коническое соединение держателя инструмента в шпинделе с тысячами фунтов зажима удерживающего узла, готового к высокоскоростной резке.
Ротационные карусельные магазины против линейных стеллажей инструментов
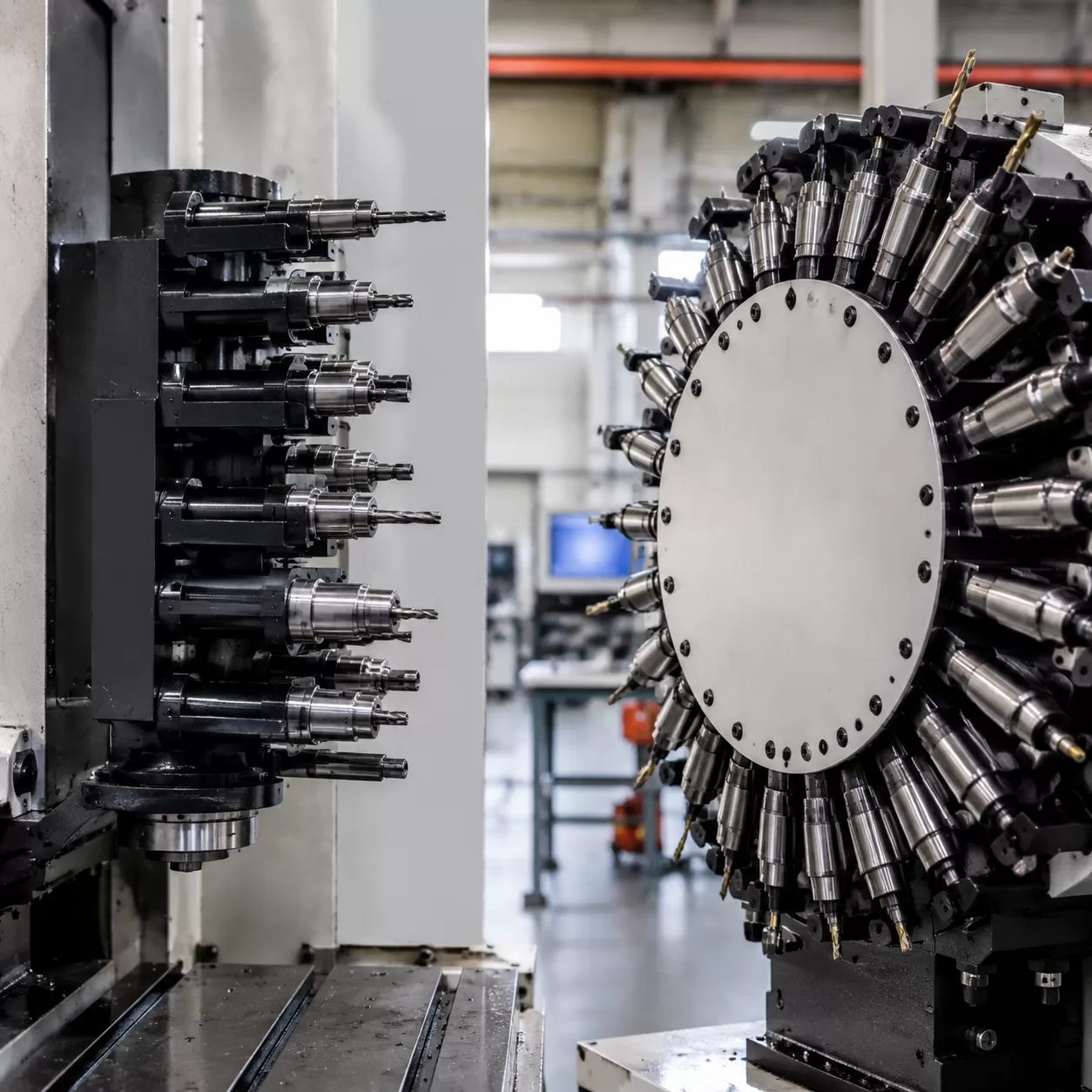
Выбор обычно сводится к двум основным конфигурациям: инструменты линейного стеллажа и ротативные карусельные магазины. Каждый макет предлагает уникальные механические преимущества в зависимости от объема и площади вашего цеха.
Фиксированные инструменты линейного стеллажа: Надежный бюджетный вариант
Фиксированные инструменты линейного стеллажа расположены в прямой линии, обычно вдоль задней или боковой кромки стола ЧПУ-фрезера по дереву. Поскольку стеллаж полностью неподвижен, эта установка является структурно надежной, с нулевыми движущимися частями, которые могут изнашиваться. Это очень надежное и экономичное решение для цехов, желающих автоматизировать смену инструментов без высокой стоимости. Для небольших и средних цехов, использующих стандартные ЧПУ фрезеры по дереву, линейный стеллаж обеспечивает невероятную долговечность и сводит обслуживание к абсолютному минимуму.
Ротативные карусельные магазины: Созданы для скорости
Если вы проводите операции плотной укладки деталей, где важна каждая секунда, то ротативный карусельный магазин — лучший выбор. Он монтируется непосредственно на движущуюся каретку, и карусель перемещается с с шпинделем. Это значительно сокращает путь смены инструмента, поскольку шпиндель не нужно перемещать до задней части стола станка для замены держателя инструмента.
Выбор подходящего макета для вашего цеха
| Особенность | Инструменты линейного стеллажа | Ротативный карусельный магазин |
|---|---|---|
| Место установки | Задняя или боковая часть стола станка | Непосредственно на движущейся каретке |
| Длина перемещения | Длинная (шпиндель должен возвращаться в базу) | Короткая (перемещается вместе с кареткой) |
| Механическая сложность | Крайне низкий (Без движущихся частей) | Выше (Система привода с роторным мотором) |
| Лучшее применение | Общая обработка древесины, дверцы шкафов | Высокоскоростное вложение, массовое производство |
Выбор правильной схемы хранения сводится к балансировке вашего начального бюджета и требуемой скорости производства. Если ваши основные цели — максимальная пропускная способность и сокращение секунд, carousel, установленный на каретке, быстро окупается. Если для вас важны простота, надежность и экономическая эффективность, линейный стеллаж выполняет работу безупречно.
Как датчик зажимного устройства CNC ATC обеспечивает безупречность заготовок

На наших автоматизированных станках мы полностью исключили ручную калибровку. Тяжелый датчик длины инструмента и пластина касания по оси Z мгновенно измеряют смещения длины инструмента в процессе работы, обновляя координаты контроллера до того, как шпиндель коснется материала.
Помимо обеспечения точности резов, внутренняя автоматизация опирается на строгий тройной набор профилактических аварийных сигналов, контролируемых датчиками приближения. Если эти индикаторы безопасности не сработают правильно, станок CNC немедленно остановится, чтобы предотвратить катастрофические повреждения заготовки или шпинделя:
- Инструмент зажат: Подтверждает, что зажимной патрон успешно заблокирован на удерживающей рукоятке и инструмент безопасен для вращения на высоких оборотах.
- Инструмент отпущен: Проверяет, полностью ли опустился пневматический поршень, полностью освободив держатель в магазин.
- Зажат без инструмента: Обнаруживает, если зажимной патрон захлопнулся на пустом отсеке, предотвращая работу шпинделя без инструмента.
Древесная пыль — главный враг автоматизации высокоскоростной обработки. Для защиты внутренних механизмов через сборку постоянно продувается воздух с положительным давлением. Этот постоянный поток воздуха создает физический барьер, который препятствует попаданию микропыли и смолы в высокоточные подшипники, обеспечивая безупречную работу зажимного устройства CNC ATC в течение долгих смен производства.
Обеспечение безупречной работы зажимного устройства ATC

Автоматическая смена инструмента — сердце автоматизации высокоскоростной обработки, но она показывает максимальную эффективность только при правильном обслуживании. Пренебрежение базовым уходом напрямую влияет на точность и сокращает срок службы вашей машины. Чтобы ваша система работала без неожиданных простоев, включите в свой режим три критически важных практики обслуживания:
- Обеспечьте подачу чистого, сухого воздуха: Ваш пневматический датчик сброса и внутренние поршни зависят от постоянного потока чистого воздуха. Всегда пропускайте воздух через высококачественный коалесцирующий фильтр для удаления влаги и загрязнений. Влажный воздух вызывает внутреннюю коррозию, заедание поршней и медленное освобождение инструмента.
- Ежедневно протирайте конусные соединения: Микропыль и накопление смолы на конус держателя инструмента или внутри конус внутреннего шпинделя вызовет осевой биение. Ежедневно очищайте эти поверхности с помощью специальной салфетки для протирки конуса шпинделя и безворсовой ткани. Этот простой шаг обеспечивает безупречное соединение и сохраняет точность резания.
- Регулярно проверяйте фиксаторы: При работе на высоких оборотах, вытяжные шпильки подвергаются большим боковым нагрузкам и повторяющимся затяжным усилиям фиксатора. Проверяйте их еженедельно на признаки напряжения, усталости или видимых повреждений. Замена изношенной вытяжной шпильки предотвращает катастрофические сбои в фиксации инструмента во время резки.
Если вы хотите повысить производственные возможности с помощью надежного и прочного оборудования, наши высокопроизводительные ATC CNC-станок системы разработаны с тяжелыми шпинделями и премиальными пневматическими компонентами, созданными для работы в условиях интенсивных производственных графиков.
| Задача по техническому обслуживанию | Частота | Целевой компонент | Цель |
|---|---|---|---|
| Проверка фильтра | Ежедневно | Коалесцирующий фильтр / пневматика | Предотвратить коррозию внутреннего поршня |
| Очистка конуса | Каждая смена | Держатель инструмента и шпиндель | Исключить осевое биение и мусор |
| Проверка вытяжной шпильки | Еженедельно | Фиксаторы | Предотвратить усталостное разрушение при высоких оборотах |
Придерживаясь этого плана, вы защищаете механизм тяги шпинделя, поддерживаете низкое время непродуктивного цикла и гарантируете, что ваш станок будет выполнять чистые, повторяемые резы каждый день.
Часто задаваемые вопросы об операциях с патронами ЧПУ с автоматической сменой инструмента
Какое давление воздуха обычно требуется для работы датчика пневматического сброса и механизма тяги?
Большинство шпинделей с автоматической сменой инструмента требуют постоянной подачи чистого воздуха между 0,6–0,7 МПа (87–101 PSI). Это давление жизненно важно для того, чтобы датчик пневматического сброса и внутренний поршень полностью преодолели мощные дисковые пружины. Если давление упадет ниже минимального порога, тяга не сможет достаточно сильно опуститься, чтобы безопасно отсоединить конус инструмента, что приведет к остановке производственной линии.
Могу ли я использовать на одном вращающемся магазине разные профили конуса инструмента, такие как BT30 и HSK?
Нет, вы не можете использовать разные профили конуса инструмента на одном магазине. Вращающийся карусельный магазин или линейная стойка специально изготовлены для приема только одного типа геометрии инструмента, такого как ISO20, BT30 или HSK. Кроме того, внутренний механизм тяги шпинделя, зацепление тягового болта и сила зажима удерживающей головки полностью различаются для каждого стандарта. Смешивание профилей приведет к катастрофическим механическим столкновениям и повреждению конуса шпинделя.
Что происходит с командой ЧПУ контроллера, если во время цикла смены инструмента выходит из строя продувочный воздух шпинделя?
Если продувочный воздух шпинделя выходит из строя или давление падает во время команды ЧПУ M06, блокировки безопасности станка немедленно активируют аварийную остановку (E-stop). Контроллер постоянно отслеживает эти пневматические датчики. Если воздушный поток не сможет удалить древесную пыль, система остановится, чтобы предотвратить попадание стружки внутрь конуса шпинделя, что в противном случае вызвало бы массивный осевой биения и испортило бы точность обработки. Для крупномасштабного производства обеспечение безупречной работы пневматики так же важно, как и выбор правильного обрабатывающего центра с ЧПУ для планировки вашей мастерской.