
Der traditionelle Engpass, die Produktion zu stoppen, doppelte Schraubenschlüssel zu greifen und die Spannzangenmutter manuell zu öffnen, um eine Fräse zu wechseln, ist eine enorme Belastung für die Effizienz. In der Hochleistungsfertigung führen manuelle Werkzeugwechsel zu Reibungsverlusten auf der Werkstattfläche, die die Gewinnmargen schmälern.
Um diese Verschwendung zu eliminieren, entwickeln wir unsere Maschinen um die automatischer Werkzeugwechsel (ATC) Spannzange—ein dynamisches elektromechanisches System, das Mechanik, Pneumatik und digitale Steuerungen integriert, um Werkzeuge automatisch zu wechseln. Durch die Automatisierung dieses einzelnen Übergangs kann eine CNC-Holzfräse in Sekunden vom Nesting-Bit auf einen Profilschneider umschalten, ohne menschliches Eingreifen.
Auswirkung auf die Nicht-Produktion-Zykluszeit
Der Übergang vom manuellen Wechseln zum ATC-System definiert die Effizienz Ihres Arbeitsablaufs völlig neu.
- Manueller Wechsel: 60 bis 180 Sekunden pro Werkzeugwechsel (erfordert das Anhalten der Spindel, manuelles Lösen des Schraubenschlüssels, Fräserjustierung und manuelles Nullsetzen der Z-Achse).
- ATC-Wechsel: 3 bis 8 Sekunden pro Werkzeugwechsel (vollautomatisch, präzise und im laufenden Betrieb ausgeführt).
Das Übersetzen dieser eingesparten Sekunden bei hunderten Werkzeugwechseln pro Schicht führt zu erheblichen Reduzierungen der nicht-produktiven Zykluszeiten. Diese erhöhte Betriebszeit ermöglicht es unseren globalen Partnern, das tägliche Plattvolumen zu steigern, die Bedienerermüdung zu minimieren und eine hoch wettbewerbsfähige Position im automatisierten Holzverarbeitungsmarkt zu bewahren.
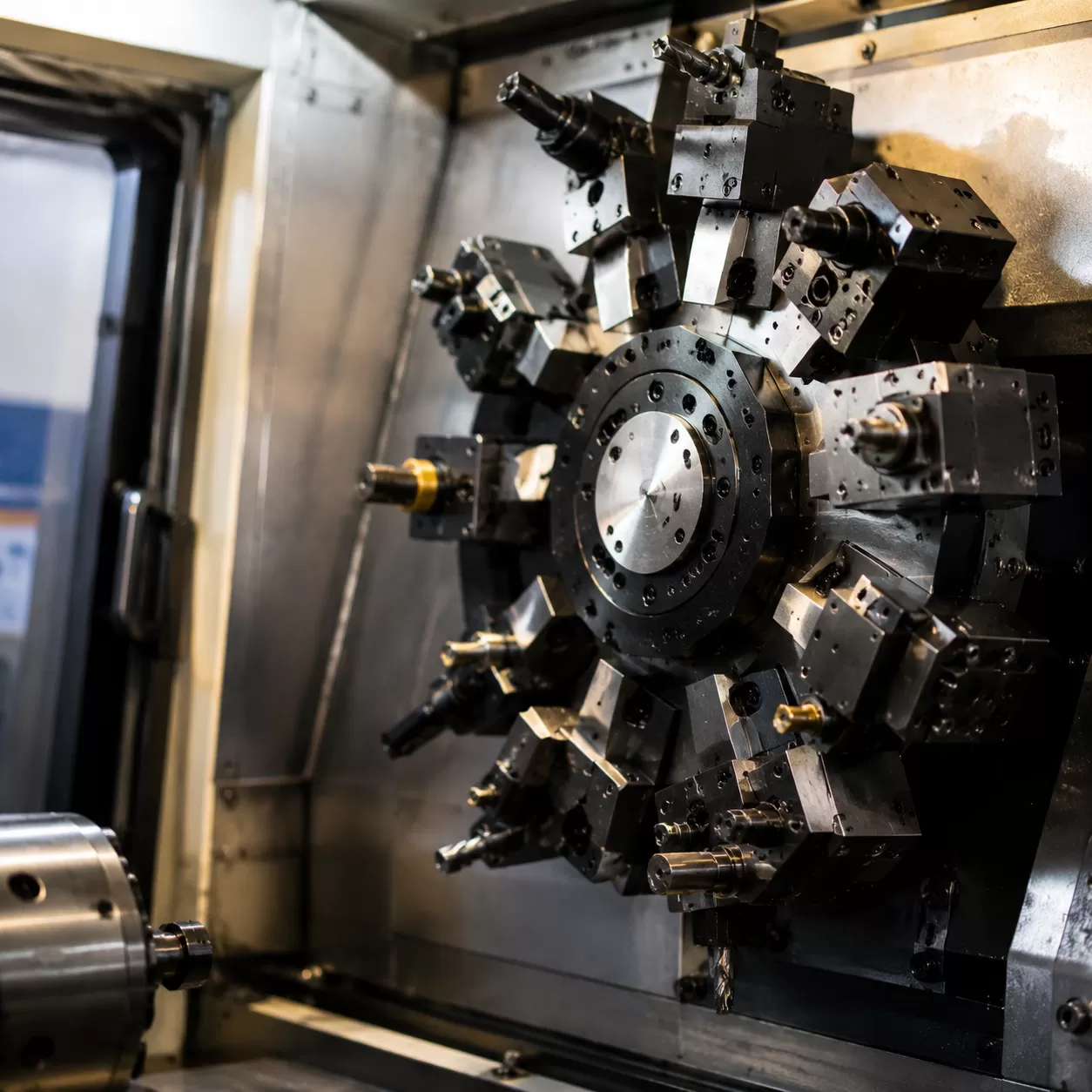
Inside eines Hochgeschwindigkeits-Werkzeugautomatisierungsspindels
Um eine fehlerfreie, hochgeschwindigkeitsautomatisierte Produktion zu erreichen, ist ein Blick ins Innere notwendig, wie eine CNC ATC Spannzange unter der Haube funktioniert. Das Geheimnis liegt in einer genauen mechanischen Verbindung zwischen dem Werkzeughalter und der Maschinenspindel. Egal, ob Ihre Maschine einen ISO20-, BT30- oder HSK-Werkzeughalter-Taper verwendet, sie ist so konstruiert, dass sie perfekt mit dem internen Spindel-Taper zusammenpasst. Diese präzise physische Verbindung sorgt für eine Null-Ausrichtung, sodass Ihre Schnitte auch bei Geschwindigkeiten über 24.000 U/min perfekt genau bleiben.
Bevor ein Werkzeughalter jemals in das Lagermagazin eingeführt wird, muss die Schneidspitze fest im Spannzangenmutter-Baugruppe gesichert werden. Sobald geladen, kümmern sich die schweren Mechanismen im Spindel um den Rest.
Die Komponenten des Verriegelungsmechanismus
Der mechanische Verriegelungsvorgang hängt von einigen kritischen internen Komponenten ab, die zusammenarbeiten:
- Interner Spindel-Zugstangenmechanismus: Eine gehärtete Stahlwelle, die entlang der Mitte der Spindel verläuft und sich nach oben und unten bewegt, um das Werkzeug zu klemmen oder zu lösen.
- Schwere Disc-Federn: Ein gestapeltes Cluster aus Hochspannungs-Belleville-Washern, die die Zugstange ständig nach oben drücken. Diese mechanische Federkraft sorgt für die kontinuierliche, ausfallsichere Klemmenergie.
- Zugstangen-Befestigungs- und Haltenknopf: Der obere Knopf des Werkzeughalters (die Zugstange) wird fest von den internen Metallfingern (Klammerkrallen) der Zugstange ergriffen.
Die massive Haltenknopf-Klemmkraft zieht den Werkzeughalter mit Tausenden von Pfund Druck in die Passung. Diese extreme Kraft stellt sicher, dass die Schneidspitze vollständig starr und verriegelt bleibt, und absorbiert leicht intensive seitliche Belastungen während schwerer Nesting- und Hochvorschubfräsoperationen.
Wie der automatische Werkzeugwechsler Werkzeuge austauscht
Verstehen wie funktioniert der CNC-ATC-Spannfutter erfordert einen Blick auf die präzise, automatisierte Choreografie, die jedes Mal abläuft, wenn eine Maschine Bits austauscht. Anstatt manuellen Eingriffes verlässt sich das System auf eine Abfolge synchronisierter mechanischer und pneumatischer Aktionen, um die Produktion am Laufen zu halten.
Phase 1: Der Befehl des CNC-Controllers
Der gesamte Prozess beginnt im G-Code-Programm. Wenn die Maschine einen M06-Code, erreicht, stoppt der CNC-Controller den aktuellen Schnittweg und initiiert die Werkzeugwechsel-Sequenz. Die Maschine liest die nächste zugewiesene Werkzeugnummer und steuert den Portalkran zur Austauschzone. Wenn Sie neu bei Einrichtungsroutinen sind, lernen Sie wie man eine CNC-Maschine programmiert stellt sicher, dass diese Werkzeugcodes nahtlos in Ihre Konstruktionsdateien integriert werden.
Phase 2: Spindelbremse und Staubreinigung
Bevor ein mechanischer Austausch erfolgt, stoppt die Spindel vollständig. Sie bewegt sich entlang der Linearschienen zur vorgesehenen Werkzeugwechselposition. Gleichzeitig aktiviert sich ein Spindel-Reinigungsluftstrahl Blast, der die Spindel mit Druckluft ausbläst. Dieser Luftstoß weicht Holzstaub, Späne und Schmutz von den Passflächen ab, sodass keine Verunreinigungen im Konus eingeschlossen werden.
Phase 3: Betätigung des Spindel-Zugstangenmechanismus
Sobald die Position erreicht ist, aktiviert die Maschine einen Pneumatik-Entsperrsensor und feuert einen internen pneumatischen Kolben an. Dieser Kolben übt genügend Kraft aus, um den schweren internen Federsatz zu überwinden, und schiebt den Spindel-Zugstangenmechanismus nach unten. Diese Abwärtsbewegung zwingt die Spannzangen, sich im Inneren der Spindel zu öffnen.
Phase 4: Platzieren und Abholen des Werkzeugs
Mit gelockerter mechanischer Halterung legt der automatische Werkzeugwechsler den aktiven Werkzeughalter sicher in sein Fach im Werkzeugmagazin ab. Die Achsen der Maschine verschieben sich dann leicht, um die leere Spindel direkt über das nächste benötigte Werkzeug im Karussell oder Regal auszurichten, bereit zur Abholung.
Phase 5: Erreichen eines massiven mechanischen Verriegelns
Nachdem die Spindel auf den neuen Werkzeughalter abgesenkt wurde, wird der pneumatische Luftdruck sofort freigegeben. Ohne den Luftdruck, der dagegen wirkt, schnellt die interne Scheibenfeder wieder nach oben mit enormer mechanischer Kraft. Diese Hochspannungs-Rückzugskraft zieht den Zugbolzenverriegelung fest, verriegelt den Konus des Werkzeughalters sicher in der Spindel mit Tausenden Pfund Haltekraft, bereit für Hochgeschwindigkeitsbearbeitung.
Drehkarussellmagazine vs. Lineare Regalwerkzeuge
Die Wahl hängt typischerweise von zwei Hauptkonfigurationen ab: Lineare Regalwerkzeuge und Drehkarussell-Magazine. Jedes Layout bietet je nach Volumen und Platzbedarf Ihrer Werkstatt unterschiedliche mechanische Vorteile.
Feste lineare Regalwerkzeuge: Die robuste Budget-Option
Feste lineare Regalwerkzeuge sind in einer geraden Linie angeordnet, meist entlang des hinteren oder seitlichen Randes des CNC-Holzfräsbetts. Da das Regal vollständig stationär ist, ist dieses Setup mechanisch äußerst robust, mit keinen beweglichen Teilen, die verschleißen könnten. Es ist eine äußerst zuverlässige, kosteneffektive Lösung für Werkstätten, die automatischen Werkzeugwechsel ohne den Premium-Preis wünschen. Für kleine bis mittlere Werkstätten, die Standard CNC-Holzfräser, liefert ein lineares Regal eine unglaubliche Haltbarkeit und minimiert den Wartungsaufwand auf ein absolutes Minimum.
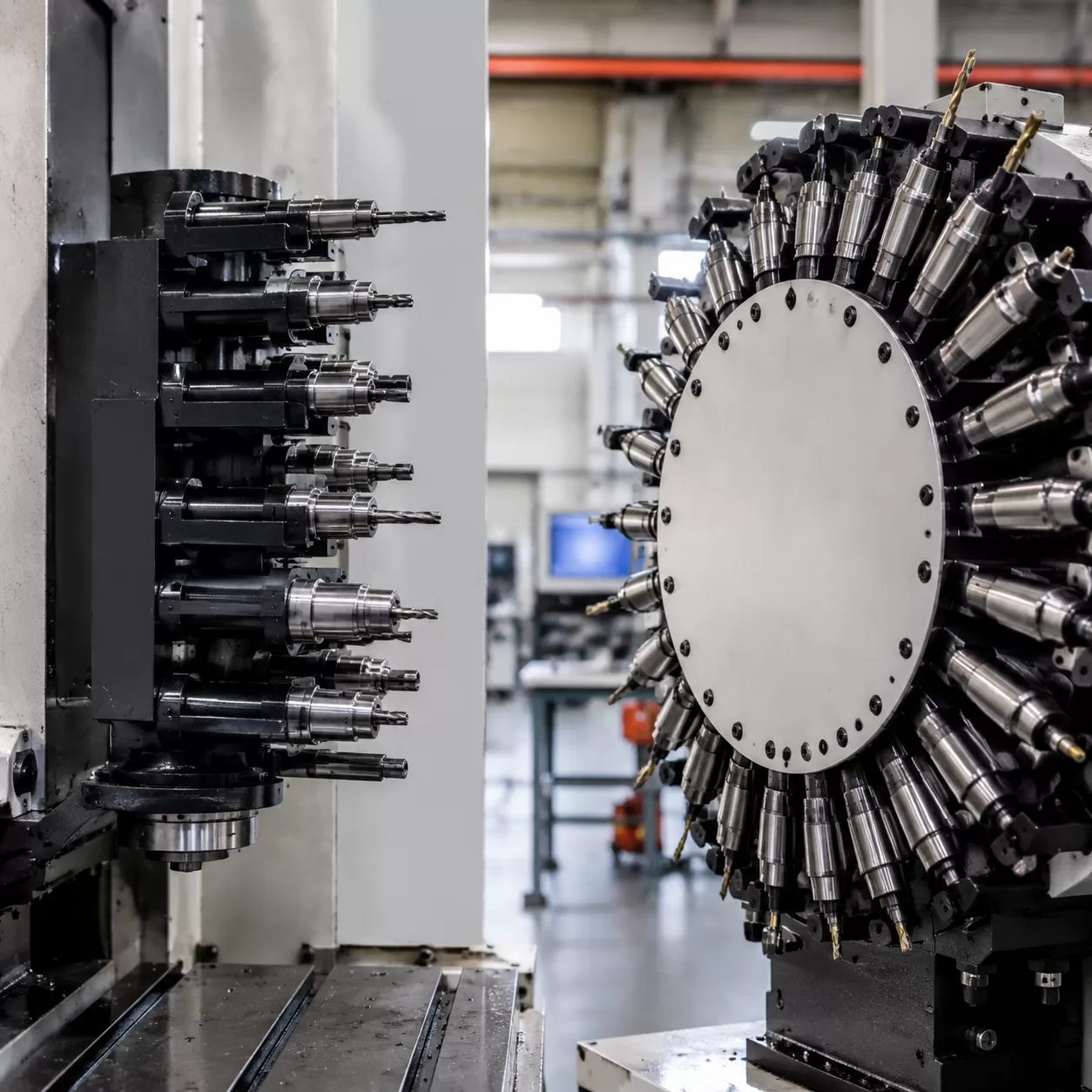
Drehkarussell-Magazine: Für reine Geschwindigkeit gebaut
Wenn Sie Hochdichte-Nesting-Operationen durchführen, bei denen jede Sekunde zählt, ist ein Drehkarussell-Magazin die überlegene Wahl. Direkt auf dem beweglichen Portal montiert, bewegt sich das Karussell mit die Spindel. Dies verkürzt den Werkzeugwechselzyklus erheblich, da die Spindel nicht den ganzen Weg zum hinteren Ende des Maschinenbetts zurücklegen muss, um einen Werkzeughalter zu wechseln.
Auswahl des richtigen Layouts für Ihre Werkstatt
| Merkmal | Lineare Regalwerkzeuge | Drehkarussell-Magazin |
|---|---|---|
| Montageort | Hinter- oder seitlich am Maschinenbett | Direkt auf dem beweglichen Portal |
| Reiseweg | Lang (Spindel muss zum Basis zurückkehren) | Kurz (bewegt sich mit dem Portal) |
| Mechanische Komplexität | Äußerst niedrig (Keine beweglichen Teile) | Höher (Rotationsmotorantriebssystem) |
| Am besten geeignet für | Allgemeines Holzarbeiten, Schranktüren | Hochgeschwindigkeits-Nesting, Hochvolumenproduktion |
Die Entscheidung für das richtige Lagerlayout hängt davon ab, wie Sie Ihr Anfangsbudget gegen Ihre erforderliche Produktionsgeschwindigkeit abwägen. Wenn maximaler Durchsatz und Sekundenersparnis Ihre Hauptziele sind, amortisiert sich der kranmontierte Karussell schnell. Wenn Einfachheit, Zuverlässigkeit und Kosteneffizienz oberste Priorität haben, erledigt ein linearer Regalwagen die Aufgabe einwandfrei.
Wie ein CNC-ATC-Spannfutter-Sensorsystem Werkstücke fehlerfrei hält

Bei unseren automatisierten Maschinen eliminieren wir die manuelle Kalibrierung vollständig. Ein robustes Werkzeuglängensensor und eine Z-Achsen-Touch-off-Platte messen Werkzeuglängen-Offsets sofort während des Betriebs und aktualisieren die Steuerungskonfiguration, bevor die Spindel das Material berührt.
Neben der Präzision Ihrer Schnitte basiert die interne Automatisierung auf einem strengen Trio von vorbeugenden Sicherheitsfehlern, die von Näherungssensoren überwacht werden. Wenn diese Sicherheitsindikatoren nicht korrekt registrieren, stoppt die CNC-Maschine sofort, um katastrophale Schäden am Werkstück oder an der Spindel zu verhindern:
- Werkzeug Eingeklemmt: Bestätigt, dass die Spannzange erfolgreich am Halteknopf verriegelt ist und das Werkzeug sicher bis zu hohen Drehzahlen laufen kann.
- Werkzeug Gelöst: Verifiziert, dass der pneumatische Kolben vollständig nach unten gedrückt hat und der Halter vollständig in das Magazin freigegeben wurde.
- Nicht Eingeklemmt: Erkennt, ob die Spannzange beim Schließen auf eine leere Tasche gesprungen ist, um zu verhindern, dass die Spindel ohne Werkzeughalter läuft.
Holzstaub ist der ultimative Feind der Hochgeschwindigkeits-Werkzeugautomatisierung. Zum Schutz der inneren Mechanik bläst eine kontinuierliche positive Druckluftreinigung durch die Baugruppe. Dieser ständige Luftstrom bildet eine physische Barriere, die Mikrostaub und Harz von den Hochgeschwindigkeits- Präzisionslagern fernhält und so sicherstellt, dass Ihr CNC-ATC-Spannfutter während langer Produktionsschichten fehlerfrei arbeitet.
So halten Sie Ihr ATC-Spannfutter fehlerfrei in Betrieb

Ein automatischer Werkzeugwechsler ist das Herzstück der Hochgeschwindigkeits-Werkzeugautomatisierung, aber er liefert nur dann Spitzenleistungen, wenn er richtig gewartet wird. Vernachlässigung der Grundpflege wirkt sich direkt auf die Präzision aus und verkürzt die Lebensdauer Ihrer Maschine. Um Ihr System ohne unerwartete Ausfallzeiten laufen zu lassen, integrieren Sie diese drei wichtigen Wartungspraktiken in Ihren Werkstattalltag:
- Sauberen, trockenen Luftzufuhr sicherstellen: Ihr pneumatischer Freigabesensor und die internen Kolben sind auf einen kontinuierlichen Luftstrom angewiesen. Leiten Sie Ihre Werkstattluft immer durch einen hochwertigen Kondensationsfilter um Feuchtigkeit und Verunreinigungen zu entfernen. Feuchte Luft verursacht innere Korrosion, klemmende Kolben und träge Werkzeugfreigaben.
- Taper täglich abwischen: Mikrostaub- und Harzablagerungen auf dem Werkzeughalter-Taper Oder im Inneren des Innenlagerschaft-Tapers verursacht Axiallauf. Reinigen Sie diese Oberflächen täglich mit einem speziellen Spindelwischer-Taper und einem fusselfreien Tuch. Dieser einfache Schritt gewährleistet eine fehlerfreie Verbindung und erhält die Schneidgenauigkeit.
- Überprüfen Sie die Halteknöpfe regelmäßig: Bei Hochdrehzahl-Belastungen ertragen die Zugstifte enorme seitliche Belastungen und wiederholte Halteknopf-Klemmkraft. Überprüfen Sie sie wöchentlich auf Anzeichen von Stress, Ermüdung oder sichtbarem Verschleiß. Der Austausch eines abgenutzten Zugstifts verhindert katastrophale Werkzeugfreigabefehler während eines Schnitts.
Wenn Sie Ihre Produktionskapazitäten mit robusten, zuverlässigen Hardware aufrüsten möchten, sind unsere Hochleistungs- ATC CNC-Fräsmaschine Systeme mit schweren Spindeln und hochwertigen pneumatischen Komponenten entwickelt, die anspruchsvollen Werkstattzeiten standhalten.
| Wartungsaufgabe | Häufigkeit | Zielkomponente | Ziel |
|---|---|---|---|
| Filterprüfung | Täglich | Kondensationsfilter / Pneumatik | Verhindern Sie Korrosion im internen Kolben |
| Taper-Reinigung | Jede Schicht | Werkzeughalter & Spindel | Beseitigen Sie Axiallauf und Ablagerungen |
| Zugstift-Inspektion | Wöchentlich | Halteknöpfe | Verhindern Sie Ermüdungsversagen bei hohen Drehzahlen |
Durch die Verpflichtung zu diesem Bauplan schützen Sie Ihren Spindel-Zugbolzenmechanismus, halten Ihre nicht-produktive Zykluszeit niedrig und stellen sicher, dass Ihre Maschine jeden Tag saubere, wiederholbare Schnitte liefert.
Häufig gestellte Fragen zu CNC ATC Spannfutter-Betrieb
Wie viel Luftdruck benötigt ein pneumatischer Freigabesensor und Zugbolzenmechanismus typischerweise, um zu funktionieren?
Die meisten automatischen Werkzeugwechsler-Spindeln benötigen eine konstante saubere Luftversorgung zwischen 0,6 bis 0,7 MPa (87 bis 101 PSI). Dieser Druck ist entscheidend für den pneumatischen Freigabesensor und den inneren Kolben, um die schweren Scheibenfedern vollständig zu überwinden. Wenn Ihr Druck unter die minimale Schwelle fällt, kann der Zugbolzen nicht weit genug nach unten drücken, um die Spannfutterkonus sicher zu lösen, was Ihre Produktionslinie zum Stillstand bringt.
Kann ich verschiedene Spannfutterkonusprofile wie BT30 und HSK im selben rotierenden Karussellmagazin mischen?
Nein, Sie können keine verschiedenen Spannfutterkonusprofile im selben Magazin mischen. Ein rotierendes Karussellmagazin oder lineares Regal ist speziell gefertigt, um nur eine Art von Werkzeuggeometrie aufzunehmen, wie ISO20, BT30 oder HSK. Außerdem sind der interne Spindel-Zugbolzenmechanismus, die Kupplung des Zugstifts und die Spannkraft des Halteknopfs für jeden Standard völlig unterschiedlich. Das Mischen von Profilen führt zu katastrophalen mechanischen Zusammenstößen und ruiniert den Spindelkonus.
Was passiert mit dem Befehl des CNC-Controllers, wenn die Spindelpurgeluft während eines Werkzeugwechsels ausfällt?
Wenn die Spindelpurgeluft ausfällt oder der Druck während eines M06 CNC-Controller-Befehls, abfällt, lösen die Sicherheitsverriegelungen der Maschine sofort einen Notstopp (E-Stop) aus. Der Controller überwacht diese pneumatischen Sensoren ständig. Wenn der Luftstoß nicht ausreicht, um Holzstaub zu entfernen, stoppt das System, um zu verhindern, dass Späne im Spindelkonus eingeschlossen werden, was sonst zu massiven Axialabweichungen und einer Beeinträchtigung der Bearbeitungsgenauigkeit führen würde. Für die Hochvolumenproduktion ist es ebenso wichtig, dass Ihre Pneumatik fehlerfrei funktioniert, wie die Wahl des richtigen CNC-Bearbeitungszentrum für Ihre Werkstattgestaltung.