
Comment une fraiseuse CNC traduit les courbes
Pour obtenir des arcs lisses d'une conception numérique à une pièce de bois physique, la machine repose sur un processus de traduction impeccable. Tout commence dans votre logiciel de conception et se termine par le déclenchement précis des commandes moteur.
Construction vectorielle : logiciels CAD/CAM et courbes de Bézier
Chaque coupe courbe commence comme un tracé vectoriel dans vos chemins d'outils CAD/CAM logiciels. Au lieu d'utiliser des pixels, ces programmes utilisent des courbes de Bézier — des formules mathématiques définies par des points d'ancrage et des poignées de contrôle.
- La phase de conception : Vous tracez une ligne lisse et continue.
- La phase CAM : Le logiciel calcule les coordonnées spatiales exactes de cette ligne. Il détermine comment le centre de la fraise doit se déplacer pour reproduire cette forme sans creuser le bois.
Commandes G-Code : véritables arcs vs courbes facettées
Une fois la conception finalisée, le logiciel CAM compile les lignes visuelles en G-code, le langage universel des machines CNC. La façon dont ce code est généré détermine si votre bord est parfaitement lisse ou ressemble à un panneau stop dentelé.
| Commande G-Code | Action de coupe | Résultat visuel |
|---|---|---|
| G02 / G03 | Commandes d'arc vrai (Horaire / Anti-horaire) | Parfaitement fluide, continu des arcs lisses |
| G01 | Interpolation linéaire (lignes droites) | Bordures facettées et irrégulières composées de petits segments droits |
Les systèmes CNC haute performance utilisent de véritables commandes d'arc (G02 pour les courbes dans le sens horaire et G03 pour les courbes dans le sens anti-horaire). Au lieu de décomposer un cercle en milliers de petits segments droits (G01 commandes), G02 et G03 indiquent au système de contrôle de la machine le point central exact et le rayon de l'arc. Cela permet aux axes X et Y d'accélérer et de décélérer en parfaite harmonie, éliminant les marches irrégulières et offrant un profil de bord parfait, prêt pour la vente, directement depuis le lit de la machine.
Choisir le bon outillage pour les coupes courbes CNC

Les coupes droites standard sont indulgentes, mais les arcs exigent des sélections de fraises spécifiques et des stratégies de trajectoire d'outil pour éviter les marques de chatter et les bords rugueux.
La stratégie de dégrossissage vs. de finition
Un système en deux passes est obligatoire pour des courbes parfaites. Tenter de couper un rayon profond en une seule passe dévie la fraise, ruinant le profil de l'arc.
- Passage de dégrossissage : Laisse une petite quantité de matériau (environ 0,5 mm à 1 mm) en utilisant une trajectoire d'outil agressive. Cela absorbe la majeure partie des forces de coupe.
- Passage de finition: Utilise une finition pristine fraise de finition pour enlever le reste du stock en profondeur, en assurant un arc parfaitement lisse et précis en dimensions.
Fraise hélicoïdale à coupe en haut contrepartie à fraise droite
Le choix entre une fraise hélicoïdale à coupe en haut et une fraise droite pour router dépend fortement de la gestion de l’évacuation des copeaux lors de coupes à rayon profond.
| Type de fraise | Performance sur les courbes | Meilleure utilisation |
|---|---|---|
| Fraise hélicoïdale à coupe en haut | Excellente. Tire les copeaux vers le haut et hors de la rainure courbe instantanément, évitant ainsi l’accumulation de chaleur. | Arcs profonds, rainurage, et enlèvement massif de matière. |
| Fraise droite pour router | Correcte. A du mal à évacuer les copeaux dans les courbes à rayon serré, augmentant le risque de brûlure. | Coupe peu profonde ou profilage de base où une pression vers le bas n’est pas nécessaire. |
Pour la production en grande série, l’utilisation d’une routeur CNC pour bois garantit que la machine conserve la rigidité nécessaire pour supporter ces forces hélicoïdales sans fléchir.
Outils spécialisés pour profils
Les mèches standard ne peuvent pas gérer des courbes complexes en trois dimensions. Pour un profilage avancé, une géométrie spécialisée est requise :
- Fraises à bout sphérique : Indispensables pour les surfaces en 3D et les courbes fluides. Le nez arrondi élimine les marches abruptes entre les lignes de trajectoire de l'outil.
- Options de fraises à motif et de fraises de finition : Utilisées principalement pour nettoyer les onglets ou faire correspondre un modèle maître après l'opération CNC principale.
Sélection d'outils spécifique au matériau
Différents matériaux de base réagissent de manière unique aux forces de torsion lors de coupes courbes.
- MDF : Très abrasif mais sans structure de grain. Utilisez des fraises à spirale à coupe descendante ou à compression avec une pointe en carbure pour garder les bords nets et éviter les surfaces supérieures floues.
- Contreplaqué : Susceptible de delaminage et d'éclatement le long du placage. Une fraise à compression est idéale ici car elle force les plis supérieur et inférieur vers le centre de la plaque.
- Bois dur massif : La direction du grain change constamment le long d'une courbe. Utilisez des fraises à spirale multi-lame tranchantes pour couper proprement à travers des angles de grain changeants sans déchirer les fibres du bois.
Surmonter le défi du grain du bois sur les courbes

Couper une ligne droite dans le bois est prévisible, mais un chemin courbe oblige votre outil à changer constamment d'orientation par rapport aux fibres du bois.
La géométrie d'une courbe
Lorsqu'une fraise CNC exécute un rayon, la fraise tourne continuellement à travers trois structures de grain distinctes :
- Grain de face : La surface supérieure stable où la fibre est facilement tranchée par la fraise.
- Grain de bord : Le profil latéral où les fibres courent parallèlement à la coupe.
- Grain de fin : La zone vulnérable où la fraise frappe des fibres ouvertes, verticales, ressemblant à des pailles.
Parce que le parcours de l'outil transitionne rapidement du grain d\'edge au grain de fin, les forces de coupe changent instantanément. Si les paramètres du parcours ou l'outillage sont incorrects, cette transition crée des déchirures sévères et des éclats le long du rayon de sortie.
Prévenir l’éclatement du grain de fin
Réussir des arcs lisses sans fendre le matériau nécessite une approche proactive de la programmation du parcours d’outil et de l’entretien de l’outil.
- Directions de coupe segmentées : Au lieu de couper un cercle complet en une seule boucle continue, programmez vos parcours d’outils CAD/CAM pour diviser l’arc. Coupez en descendant avec le grain à travers différents segments pour assurer que le bord du couteau tranche toujours vers le bas sur les fibres soutenues.
- Garder l’outillage ultra-tranchant : Une mèche émoussée déchiquette le bois, tandis qu’un coupeur en carbure solide impeccable tranche proprement. Pour le tournage automatisé et les profils courbes spécialisés, associer votre travail de fraiseuse à un tour à bois CNC peut également produire des pièces circulaires très efficaces, sans éclatement.
- Tracer la limite : Utilisez une passe de coupe initiale peu profonde pour marquer le périmètre extérieur de la courbe avant de plonger dans les passes de dégrossissage à pleine profondeur. Cela emprisonne les fibres du bois et empêche qu’elles ne se soulèvent.
Vitesse d’alimentation, vitesse de coupe et direction de coupe pour des arcs parfaits
Réussir des arcs lisses lorsque vous peut couper des courbes avec une défonceuse à bois CNC exige un contrôle précis de vos parcours d’outils. La nature dynamique d’une courbe signifie que votre machine change constamment de direction, ce qui impacte directement la qualité du bord. Équilibrer votre direction de coupe et vos vitesses d’alimentation est la seule façon d’éliminer les imperfections de surface.
Coupe en montée vs. fraisage conventionnel sur courbes
Choisir comment la fraiseuse engage le bois détermine si vous obtenez un bord propre ou une pièce endommagée.
- Coupe en montée : La fraise tourne dans la même direction que l’alimentation. Sur des profils courbes, cela réduit considérablement grain de fin déchirement et produit une finition de surface supérieure. Cependant, il nécessite une machine rigide pour empêcher l'outil de tirer dans le matériau.
- Fraisage en descente : La fraise tourne contre la direction d'avance. Bien qu'elle offre plus de stabilité sur des cadres CNC plus légers, elle conduit souvent à des bords plus rugueux et marques de vibrations lorsque l'outil traverse des directions de grain variables sur un rayon serré.
| Stratégie de coupe | Avantages pour les courbes | Inconvénients pour les courbes | Meilleur usage pour |
|---|---|---|---|
| Coupe en montée | Élimine le déchirement, laisse une finition impeccable | Nécessite une rigidité élevée de la machine | Profils extérieurs, passes de finition finale |
| Fraisage conventionnel | Stabilise l'outil, réduit la déviation | Risque élevé d'éclats grain de fin | Passes de dégrossissage, fraisage de poches profondes |
Gestion de la flexibilité de la vitesse d'avance
Lorsqu'une fraise CNC coupe une ligne droite, maintenir une vitesse de broche et une vitesse d'avance constantes est simple. Cependant, lors de la navigation dans des courbes intérieures serrées, la vitesse linéaire de la machine ralentit tandis que la vitesse de rotation de la broche reste la même.
Ce ralentissement crée un problème majeur : marques de stationnement et brûlure du bois. Parce que la fraise reste trop longtemps à un endroit, la friction s'accumule rapidement. Avancé chemins d'outils CAD/CAM doit utiliser des vitesses d'avance adaptatives qui réduisent automatiquement la vitesse d'avance dans les coins serrés tout en ajustant la vitesse de rotation de la broche pour maintenir une charge de copeaux constante, garantissant un bord uniforme et sans brûlure tout au long de l'arc.
Stratégies de fixation pour pièces arquées et courbes
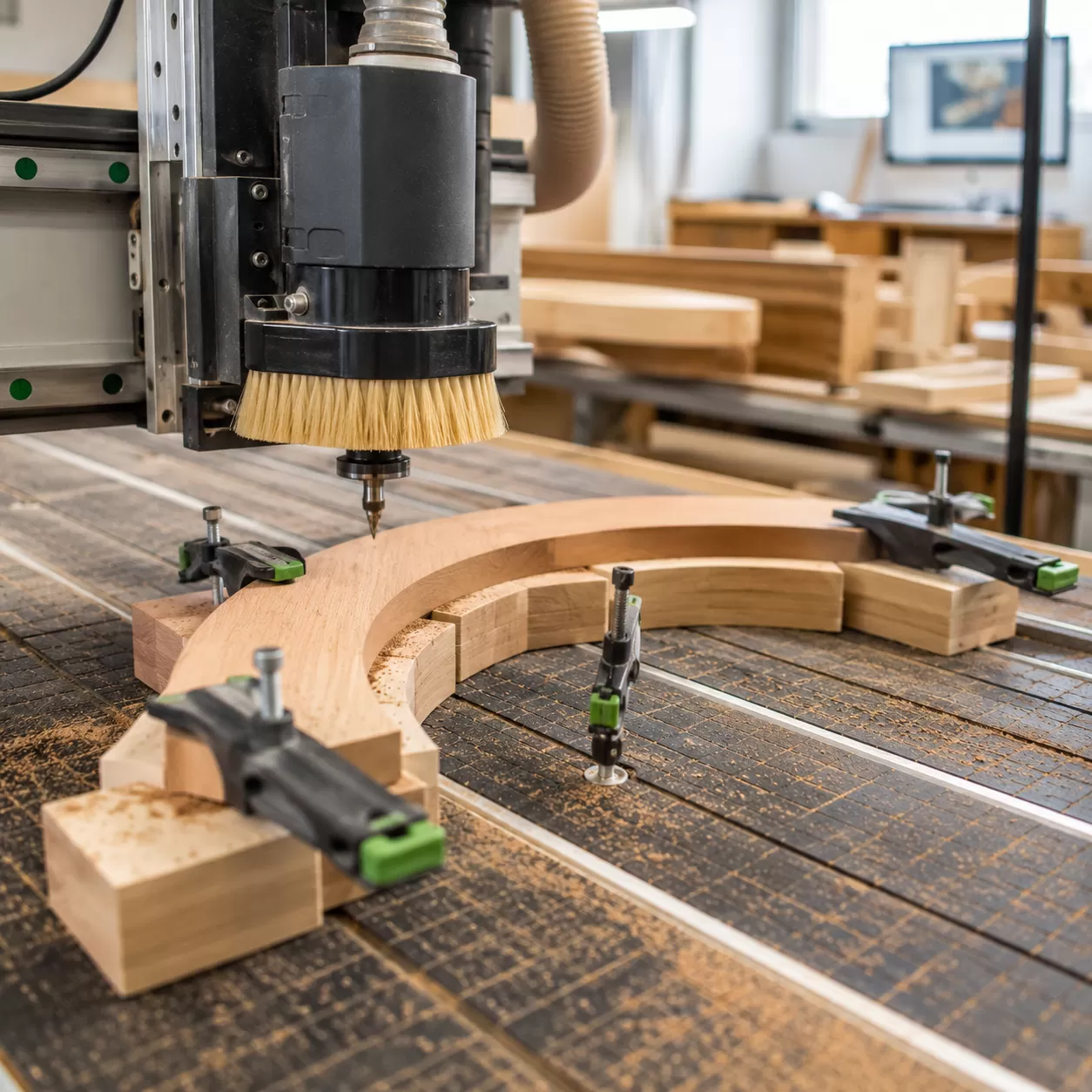
Couper des courbes sur une défonceuse CNC en bois introduit des forces latérales uniques qui peuvent facilement déplacer votre matériau en cours de coupe. Le serrage standard est souvent insuffisant lors de la découpe de rayons complexes, rendant indispensables des stratégies de fixation spécialisées pour maintenir la précision et la sécurité.
Le danger de libération de pièce et de chutes fines
Lorsque une défonceuse CNC coupe des courbes, la dernière passe ou la peau d'oignon sépare la pièce principale du matériau de rebut. Ces chutes en forme de croissant peuvent devenir instantanément des projectiles dangereux si elles sont attrapées par une fraise en rotation. Pire encore, si la pièce principale se déplace ne serait-ce que d'un fraction de millimètre avant la fin du parcours, l'ensemble de la pièce est ruinée. Une fixation sécurisée garantit que la pièce arquée finie et le matériau de rebut restent complètement immobiles.
Méthodes de fixation professionnelles pour les coupes courbes CNC
Pour réaliser des arcs propres et ininterrompus sans entrer en conflit avec des pinces physiques, les opérateurs industriels s'appuient sur quatre techniques principales de fixation :
- Podos à vide : Idéal pour les composants courbes dédiés. Ils soulèvent la pièce du tableau principal, permettant à la fraise de couper des bords de profil propres sans marquer la planche de support.
- Peau d'oignon (Skinning) : Cette stratégie CAM laisse une couche ultra-fine de matériau (environ 0,5 mm) lors de la première passe. La peau conserve le joint d'aspiration et maintient la pièce stable, nécessitant seulement une coupe rapide au couteau utilitaire par la suite.
- Tiges de fixation : De petites ponts en bois stratégiquement placés relient la pièce courbe à la zone de rebut. Elles maintiennent la pièce rigide lors de l'usinage à haute vitesse et peuvent être facilement poncées par la suite.
- Ruban adhésif CNC double face : Excellent pour les courbes plus petites et complexes ou pour les prototypes où les dispositifs de fixation à vide ne sont pas disponibles. Il offre une résistance élevée au cisaillement contre les forces latérales de coupe.
Maintenir ces systèmes avec qualité pièces pour routeur CNC assure une pression de vide constante et un serrage mécanique rigide, empêchant le mouvement des pièces et garantissant des bords courbés parfaits à chaque fois.
L'avantage ProMach

Lorsque vous avez besoin d'une fraiseuse CNC pour couper des courbes avec une précision impeccable, la rigidité de la machine est essentielle. Couper une ligne droite est relativement simple, mais interpoler un arc véritable et fluide nécessite une coordination étroite entre plusieurs axes. Toute faiblesse structurelle dans la machine se manifestera immédiatement par des défauts dans votre travail fini en bois.
Pourquoi la flexion du cadre de la machine ruine les arcs
Si une machine CNC manque de masse structurelle, les forces physiques générées lors des changements de direction provoquent une déflexion du cadre. Cette flexion du cadre de la machine introduit des micro-vibrations et des étapes rugueuses et irrégulières le long de vos profils courbes. Au lieu d'une trajectoire fluide et continue, le chemin de coupe se dégrade en une série de petites surfaces visibles qui nécessitent un ponçage manuel approfondi pour être corrigées.
Solutions d'ingénierie ProMach
Nous concevons notre Centres de usinage CNC avec des cadres en acier entièrement soudés et renforcés pour éliminer totalement la flexion structurelle. Cette base rigide permet à notre équipement de maintenir une précision extrême même lors de l'usinage à grande vitesse.
- Broches à haute puissance : Fournissent un couple constant tout au long de la coupe, évitant les baisses de régime qui peuvent provoquer des brûlures du bois ou des vibrations de l'outil lors de géométries à rayon serré.
- Systèmes avancés de contrôle servo : Offrent un retour en boucle fermée en temps réel, garantissant que les axes X et Y se déplacent en parfaite synchronisation pour des cercles géométriques parfaits et des courbes vectorielles complexes.
- Absorption des vibrations : La masse importante du châssis industriel absorbe les harmoniques de coupe, maintenant la fraise parfaitement stable lors des transitions entre différentes directions du grain du bois.
FAQ sur la coupe de courbes avec une fraiseuse CNC à bois
Une fraiseuse CNC à bois standard peut-elle couper des courbes sans laisser de bords dentelés ?
Oui, une fraise de haute qualité routeur CNC pour bois peut couper des arcs parfaitement lisses sans laisser de bords dentelés ou facettés. Les bords dentelés apparaissent généralement lorsque les conceptions CAD sont exportées sous forme d'une série de lignes droites courtes (commandes G01) au lieu de véritables commandes d'arc (G02/G03). Pour obtenir des courbes parfaites, assurez-vous que votre logiciel CAM génère de véritables arcs et que votre machine possède la rigidité structurelle nécessaire pour éliminer les micro-vibrations lors des changements de direction.
Quel est le meilleur foret pour couper des arcs lisses dans le contreplaqué ?
Pour couper des courbes dans le contreplaqué, un fraise hélicoïdale à coupe en haut ou une fraise de compression spécialisée est le meilleur choix. Une fraise droite a tendance à piéger la chaleur et les copeaux dans des rayons serrés, tandis qu'une conception en spirale tire continuellement les copeaux vers le haut hors de la coupe. Si vous usinez des courbes 3D complexes ou des profils contournés, un fraise à bout sphérique ou un fraise de finition produira des surfaces lisses et minimisera votre travail de finition après ponçage.
Comment empêcher le bois de brûler lors du fraisage CNC dans des courbes serrées à l'intérieur ?
Le bois brûle lorsque l'outil reste trop longtemps au même endroit, générant une friction excessive. Lorsqu'une fraiseuse CNC ralentit pour naviguer dans des courbes intérieures serrées, vous devez ajuster votre vitesse de broche et une vitesse d'avance constantes.
Pour éviter la brûlure sur des matériaux denses comme MDF ou le bois massif, utilisez ces stratégies :
- Réduire la vitesse de l'outil : Diminuer les tours par minute lorsque la machine décélère pour les coins.
- Utiliser des trajectoires en boucle : Programmez l'outil pour balayer le coin plutôt que de s'arrêter brusquement.
- Assurer une coupe tranchante : Les fraises usées génèrent de la chaleur instantanément ; utilisez toujours des fraises tranchantes et propres.
Dois-je utiliser la coupe en escalier ou le fraisage conventionnel pour des profils courbes ?
Pour obtenir la finition la plus nette sur des pièces en bois courbes, une combinaison des deux méthodes fonctionne le mieux.
| Méthode de coupe | Meilleur usage pour | Avantages sur les courbes |
|---|---|---|
| Coupe en montée | Passes de finition sur la plupart des grains de bois | Élimine grain de fin l'éclatement et laisse une arc de cercle lisse. |
| Fraisage conventionnel | Passes de dégrossissage et enlèvement profond | Réduit la déviation de l'outil et stabilise la coupe dans les matériaux lourds. |
Lors du routage de formes complexes, l'exécution d'un passage d'ébauche avec fraisage conventionnel suivi d'un passage de finition de 0,5 mm avec fraisage en opposition garantit une finition impeccable sans marques de bavures. Pour la production dédiée de meubles, l'utilisation de fraiseuse CNC pour meubles configurations spécialisées avec des trajectoires d'outils optimisées donnera les résultats les plus nets dans toutes les directions de grain.