
Kann eine CNC-Fräse vollständig durch 3/4 Zoll Holz schneiden? Ja — 3/4-Zoll-Paneele aus baltischer Birkenholz oder Massivholz sind routinemäßige Zielstücke für Durchschneidarbeiten, wenn Spindelleistung, Fräserwahl und Durchgangstiefe mit Ihrer Maschinenklasse übereinstimmen. Industrielle CNC-Holzfräsen mit ausreichend Spindelleistung durchschneiden oft 3/4-Zoll-Material in einem einzigen Durchgang; Desktop- und Maslow-CNC-Setups reduzieren die Tiefe und passen die Vorschubgeschwindigkeit an. Die nachfolgenden Abschnitte behandeln die Auswahl von Spiral- und Kompressionsfräsern, die Berechnung der Spanbelastung, Optionen für Vakuum-Halte-Systeme und die Onion-Skinning-Technik für spanfreie Kanten.
Kann eine CNC-Fräse vollständig durch 3/4-Zoll-Holz schneiden?
Egal, ob Sie verarbeiten Baltische Birkenholz für Schränke oder das Formen von dickem Hartholz, das Schneiden durch ein 3/4-Zoll-Panel ist in der modernen Holzbearbeitung Standard. Allerdings hängt eine saubere, präzise Schnittführung vollständig von den Fähigkeiten Ihrer Maschine und Ihrer Schnittstrategie ab.
Als Hersteller von CNC-Fräsen sehen wir aus erster Hand, wie verschiedene Setups mit schwerem Material umgehen. Der Ansatz ändert sich vollständig je nach Ihrer Hardware:
- Industrielle CNC-Fräsen: Schwere, robuste Gewerbemaschinen können leicht durch 3/4-Zoll-Sperrholz in einem einzigen Durchgang bei gleichzeitiger Aufrechterhaltung einer hohen Vorschubgeschwindigkeit schneiden. Sie verfügen über die Spindelleistung und die strukturelle Masse, die erforderlich sind, um extreme Kräfte ohne Anstrengung zu bewältigen.
- Hobby- und DIY-Setups: Desktop-Einheiten oder Einsteiger-Kits (wie ein Maslow-CNC) erfordern eine Mehrfach-Durchgang-Strategie. Ein Versuch, einen Schnitt in einem Durchgang auf diesen Maschinen durchzuführen, führt zu Werkzeugabweichungen, Motorstillstand oder beschädigten Werkstücken.
Um Erfolg zu garantieren, muss die Schnitt-Tiefe pro Durchgang mit der Steifigkeit Ihrer Maschine und dem gewählten Fräser übereinstimmen.
| Maschinenklasse | Typische Durchgangstiefe für 3/4″ Holz | Erforderliche Strategie |
|---|---|---|
| Industriell / Gewerblich | Voll 0,75 Zoll | Einzelner Durchgang, hoher Vorschub |
| Mittlere Preisklasse / Prosumer | 0,25 bis 0,375 Zoll | 2 bis 3 Durchgänge, optimierte Spanladung |
| Hobbyist / Desktop | 0,0625 bis 0,125 Zoll | Mehrfachdurchgänge mit Stufenabnahme, konservativer Vorschub |
Während jeder leistungsfähige Fräser das Material durchdringen kann, erfordert das saubere Ausführen des Schnitts eine Balance zwischen Vorschubgeschwindigkeit, Spindelleistung und Werkzeugauswahl.
Spindelleistung, Steifigkeit und Schnitttiefe für 3/4-Zoll-Holz
Beim Fragen kann ein CNC-Fräser vollständig durch 3/4 Zoll Holz schneiden, lautet die Antwort ja—aber Ihre Maschinenkonfiguration bestimmt genau, wie Sie dorthin gelangen.
Spindelleistung und Motordrehmoment
Tief in dichten Harthölzern erfordert deutlich mehr Kraft als das Fräsen von Weichhölzern oder Schaumstoff. Die Spindelleistung wirkt sich direkt darauf aus, wie gut die CNC-Holzfräserspindel bewältigt strukturelle Belastungen. Wenn Ihrer Spindel das Drehmoment fehlt, wird der Fräser verlangsamt, was zum Stillstand des Motors oder zum Verkohlen des Holzes führt. Für kontinuierliche 3/4-Zoll-Schnitte sind robuste Industriespindeln unerlässlich, um unter hoher Last eine konstante Drehzahl aufrechtzuerhalten.
Maschinensteifigkeit und Verarbeitungsqualität
Eine schwere Stahl- oder Gusseisenkonstruktion des Chassis ist entscheidend, um Vibrationen und Rattern zu eliminieren, die beim Schneiden mit voller Tiefe natürlich auftreten. Eine steife 3-Achsen-CNC-Holzrouter hält das Werkzeug perfekt gerade und sorgt dafür, dass Ihre vertikalen Kanten rechtwinklig und nicht konisch bleiben.
Die Faustregel für die Schnitttiefe
Sie können nicht immer 3/4-Zoll-Material in einem einzigen Durchgang schneiden. Die Standardrichtlinie für die Holzbearbeitung basiert auf berechneten Schnitttiefe Verhältnissen:
- Standardregel: Ihre axiale Schnitttiefe pro Durchgang sollte gleich 0,5x bis 1x dem Fräserdurchmesser.[1]
- 1/4-Zoll-Fräser: Sichere Schnitttiefe liegt zwischen 1/8-Zoll und 1/4-Zoll pro Durchgang.[1]
- 3/8-Zoll- oder 1/2-Zoll-Fräser: Ermöglicht deutlich tiefere Schritte, wodurch die Gesamtzahl der zum Abtragen des Materials erforderlichen Durchgänge reduziert wird.

Das Überschreiten dieser Grenzen zwingt das Werkzeug zu übermäßiger seitlicher Belastung, was zu abgebrochenen Fräsern oder ruinierten Werkstücken führt.
Auswahl des richtigen Fräsers für 3/4-Zoll-Holzbearbeitung
Fräserdurchmesser und Schneidenlänge
Um eine 3/4-Zoll (19,05 mm) Platte vollständig durchzuschneiden, muss Ihr Werkzeug eine Schneidkantenlänge—oder nutzbare Flötenlänge—von mindestens 7/8-Zoll (22,2 mm) haben. Diese zusätzliche 1/8-Zoll sorgt dafür, dass die Spitze die Unterseite des Materials passiert und in die Spanplatte eintritt, ohne dass der unflutierte Schaft gegen die obere Kante des Schnitts reibt. Ein Durchmesser von 1/4-Zoll oder 3/8-Zoll ist hier ideal; alles Dünneres wird sich bei der tiefen Belastung zu stark biegen und brechen, während dickere Bits eine enorme Spindelleistung erfordern. Für schwere, tiefere Profilierungen ist die Wahl spezieller Hartholz-CNC-Fräser sichert, dass das Werkzeug den kontinuierlichen Hitze- und Querkraftbelastungen standhalten kann.
Aufwärtsdrehende Spiralflötenfräser
Ein aufwärtsdrehender Spiralflötenfräser zieht Späne nach oben und aus der Schnittzone heraus, ähnlich wie ein Standardbohrer. Diese aggressive Spanentfernung verhindert Verstopfungen in tiefen 3/4-Zoll-Nuten und hält das Werkzeug kühl. Der Nachteil ist, dass die nach oben hebende Aktion dazu neigt, die obere Schicht von Sperrholz und Furnieren zu fransen oder zu splittern.
Abwärtsdrehende Spiralflötenfräser
Ein abwärtsdrehender Spiralflötenfräser schiebt Späne nach unten in Richtung Boden des Materials. Diese Aktion drückt die oberen Fasern des Holzes nach unten, was eine äußerst saubere Oberflächenkante hinterlässt. Allerdings packt er Sägemehl in die tiefe 3/4-Zoll-Grube, was zu Hitzeentwicklung oder erneuter Schnittbildung der Späne führen kann, wenn Sie keine starken Luftstöße oder eine Hochgeschwindigkeits-Staubsammlungsanlage verwenden.[6]
Gerade Fräser
Gerade Fräser verwenden flache vertikale Kanten anstelle einer Spiralwicklung. Sie sind eine äußerst kostengünstige Option für einfache Nut- und Querschnittsarbeiten. Allerdings sind sie weniger effizient als Spiralwerkzeuge, was bedeutet, dass sie bei tiefen Taschen Schwierigkeiten bei der Spanabfuhr haben und langsamere Vorschubgeschwindigkeiten benötigen, um Verbrennungen zu vermeiden.
Kompressionsfräser
Für hochwertige Produktion auf Materialien wie baltisches Birken-Sperrholz, MDF oder beidseitig melaminbeschichteten Spanplatten sind Kompressionsfräser der Branchenstandard. Diese Werkzeuge kombinieren sowohl Auf- als auch Abwärtsgeometrie auf einer einzigen Flöte. Der untere Teil des Fräsers zieht Späne nach oben, während der obere Teil nach unten drückt. Beim Schneiden durch 3/4-Zoll-Platten komprimiert diese duale Geometrie die Holzfasern nach innen und sorgt gleichzeitig für perfekt saubere, spanfreie Kanten an beiden Oberflächen.[5]
Optimierung von Geschwindigkeit, Vorschub und Spanbelastung für 3/4″ Holz
Berechnung des Sweet Spots
Um Überhitzung des Werkzeugs und Überlastung des Motors zu vermeiden, müssen Sie die richtige Spanbelastung anpeilen—die tatsächliche Dicke des Holzspans, den jede Schneidkante entfernt.[2]
- Zu hohe Drehzahl / Zu langsamer Vorschub: Das Fräser reibt am Holz statt zu schneiden, erzeugt extreme Reibung, Hitze und unschöne Brandspuren.
- Zu niedrige Drehzahl / Zu schneller Vorschub: Das Fräser dringt zu aggressiv in das Material ein, was zu Werkzeugverwindung, rauen Schnitten oder einem Bruch des Fräsers führt.
Materialeinstellungen-Matrix
Verschiedene Holzarten verhalten sich unterschiedlich unter einer CNC-Spindel. Dichte und Staubentwicklung bestimmen, wie Sie Ihre Einstellungen für eine Schnitttiefe von 3/4-Zoll anpassen sollten:[3]
| Materialart | Empfohlener Vorschub | Drehzahlbereich des Spindels | Eigenschaften der Spanabfuhr |
|---|---|---|---|
| Weichhölzer (Kiefer, Zeder) | Hoch | 16.000 – 18.000 | Erzeugt größere Späne; leicht aus tiefen Kanälen zu entfernen. |
| Harthölzer (Eiche, Ahorn) | Mäßig | 14.000 – 16.000 | Erfordert langsamere Vorschubgeschwindigkeiten, um Motorstillstand und Hitzeentwicklung zu vermeiden. |
| MDF & Spanplatte | Hoch | 18.000 – 20.000 | Erzeugt feinen, abrasiven Staub; erfordert eine ausgezeichnete Absaugung, um das Verkleben des Schnitts zu vermeiden.[4] |
| Baltische Birkenmultiplex | Mäßig-Hoch | 16.000 – 18.000 | Abwechselnde Furnierschichten erfordern ausgewogene Geschwindigkeiten, um Chip-Out im Veneer zu vermeiden. |

Profi-Tipp: Beim Umgang mit hohen Vorschubgeschwindigkeiten und schweren Spanlasten bei dichten Materialien ist es entscheidend, Ihre Maschinenteile in Top-Zustand zu halten—insbesondere Antriebssysteme und Spindeln unter schweren Schnittbelastungen.
CAM-Techniken für das Schneiden von 3/4″ Holz
Beim Ermitteln, ob ein CNC-Fräser vollständig durch 3/4-Zoll-Holz schneiden kann, machen Ihre CAM-Software-Strategien den Unterschied im Endergebnis. Wir verwenden spezielle Werkzeugweg-Strategien, um jedes Mal saubere, hochpräzise Ergebnisse zu erzielen.
Intelligente Werkzeugwege für tiefes CNC-Fräsen
- Anlauf- und Spiral-Einführungen: Nie ein Fräser senkrecht in 3/4-Zoll-Material eintauchen. Dies erzeugt extreme Hitze, verbrennt die Schneidspitzen und setzt Ihre Z-Achse enorm unter Stress. Stattdessen verwenden Sie eine sanfte Rampen- oder Spiral-Einführung, um das Werkzeug schrittweise in die Anfangsposition zu führen. Schnitttiefe.
- Die Onion Skinning-Technik: Beim vollständigen Durchschneiden schwerer Platten wie Baltische Birkenholz, verwenden Sie eine Onion Skinning-Technik. Lassen Sie eine hauchdünne Schicht (etwa 0,015 Zoll) bei Ihren Hauptschnittdurchgängen, um das Teil vollständig stabil zu halten. Führen Sie dann einen blitzschnellen letzten Reinigungsschnitt durch, um die Haut zu durchtrennen.
- Tabs und Brücken: Für kleinere Komponenten programmieren Sie strategisch physische Tabs in Ihre CAM-Software. Diese kleinen Brücken halten die Teile sicher am Hauptblatt befestigt und verhindern, dass sie beim Entfernen lose fliegen oder sich in das rotierende Werkzeug verschieben.

Bei diesen anspruchsvollen Werkzeugwegen ist die Wartung der Bewegungsbestandteile Ihrer Maschine entscheidend. Das Upgrade auf hochwertige CNC-Fräserteile stellt sicher, dass Ihre Maschine die Steifigkeit und Achsengenauigkeit beibehält, die erforderlich sind, um diese präzisen CAM-Techniken perfekt auszuführen.
Wichtige Spann- und Wasteboard-Einrichtung für 3/4″ Holz
Das Sichern Ihres Materials ist genauso wichtig wie die Wahl des richtigen Fräser oder die Berechnung des richtigen Vorschubrate. Beim vollständigen Durchschneiden von 3/4-Zoll Holzarbeitsplatten ruinieren Verschiebungen die Genauigkeit Ihrer Teile und zerstören Ihre Werkzeuge.
Spoilboard-Vorbereitung
Um einen sauberen Durchschneidvorgang bei 3/4-Zoll-Material zu gewährleisten, müssen Sie eine Opfer-MDF-Spoilboard konfigurieren. Das Einstellen des Schnitttiefe um etwa 0,015 bis 0,020 Zoll in das Spoilboard zu über-schneiden, stellt sicher, dass die Spiralnutfräser or Geradfräser trennt die unteren Holzfasern sauber und hinterlässt keine fusseligen Ränder.
Sichere Niederhaltmethoden
Die richtige Niederhaltmethode hängt vollständig von Ihrem Maschinentyp und Ihrer Produktionsskala ab:
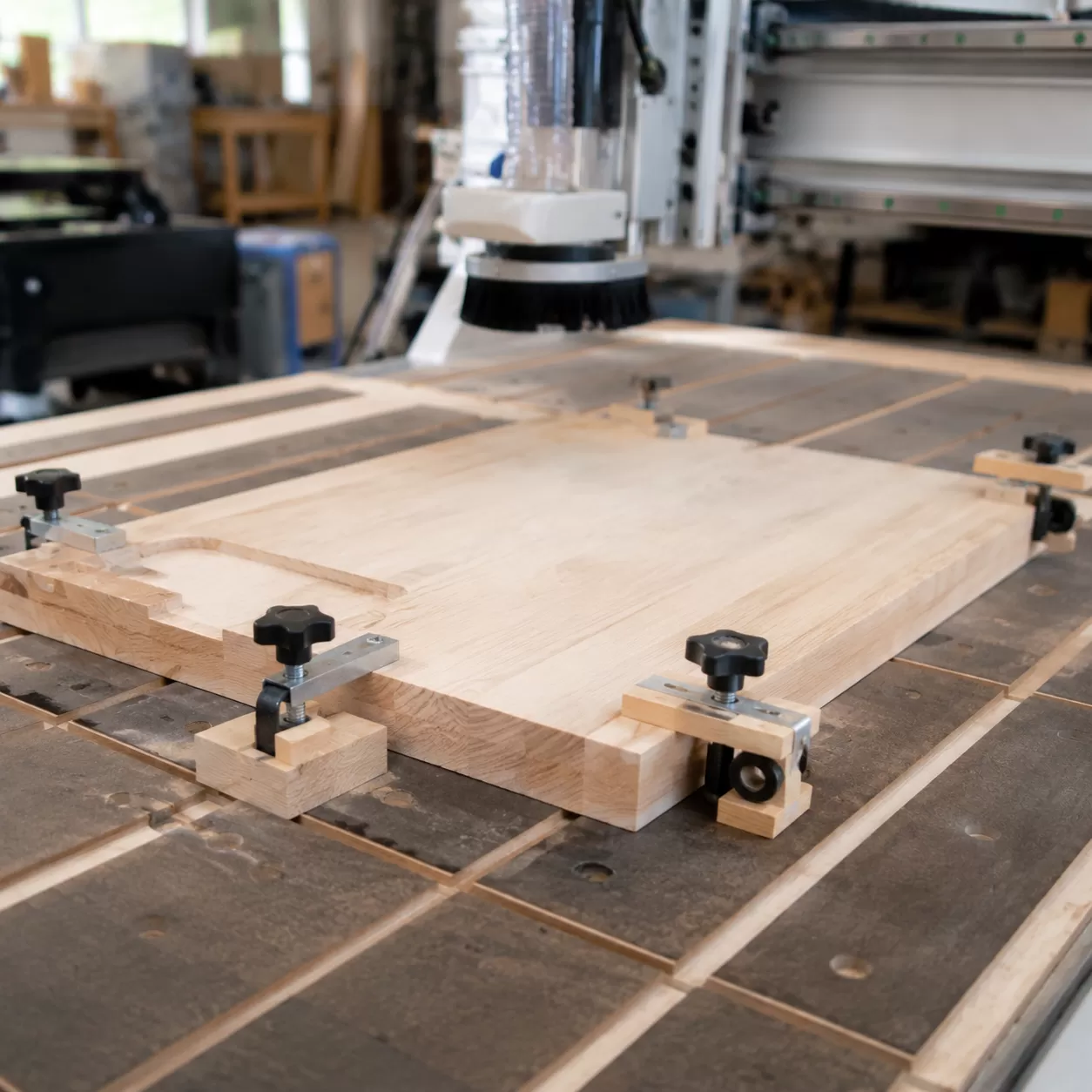
- Vakuum-Niederhaltesystem: Der Goldstandard für die professionelle Produktion. Hochleistungspumpen halten große Platten Baltische Birkenholz vollständig flach ohne Klemmen, was unterbrechungsfreie Werkzeugwege ermöglicht.
- Mechanische Klemmen und Schrauben: Am besten für schwere, dicke Massivhölzer. Direktes Verschrauben in die Abfallplatte bietet maximalen mechanischen Widerstand gegen seitliche Kräfte, obwohl Sie Werkzeugwege planen müssen, um Kollisionen zu vermeiden.
- Malerband und CA-Kleber: Ideal für kleinere DIY- oder Maslow CNC Setups. Das Anbringen von Klebeband sowohl am Spoilboard als auch am Werkstück und das anschließende Verkleben mit Cyanacrylatkleber bietet unglaubliche seitliche Haltekraft, ohne die Schnitttiefe Effizienz zu verringern oder einen Bit-Schaden zu riskieren.
Fehlerbehebung bei häufigen Fehlern beim Schneiden von 3/4″ Holz
Selbst mit einer Hochleistungsmaschine kann das Schneiden von dickem 3/4-Zoll-Lumber oder baltischem Sperrholz einige Hürden mit sich bringen. Wenn Sie auf Probleme stoßen, verwenden Sie diese schnelle Fehlerbehebungsanleitung, um Ihre Einstellungen zu optimieren und saubere Ergebnisse zu erzielen.
Starke Brandspuren an den Kanten
Rauch oder dunkle Brandspuren bedeuten, dass Ihr Fräser reibt gegen das Holz, anstatt es zu schneiden. Dies passiert, wenn die Vorschubrate zu langsam ist oder die Spindeldrehzahl zu hoch ist, was zu übermäßiger Hitzeentwicklung führt.
- Die Lösung: Erhöhen Sie Ihre Vorschubgeschwindigkeit oder senken Sie die Spindeldrehzahl, um sicherzustellen, dass das Werkzeug ordnungsgemäße Schnitte in das Material macht. Wenn Sie versuchen herauszufinden, wie Sie diese Einstellungen vor dem Versand des Auftrags an die Maschine einstellen, wird das Beherrschen von wie man eine CNC-Maschine programmiert in Ihrer CAM-Software Ihnen helfen, die richtige Spanbelastung von Anfang an zu berechnen.
Extremer Lärm oder Vibrationen während des Schnitts
Lautes Klappern, Schreien oder heftige Vibrationen bedeuten, dass die Maschine zu stark beansprucht wird. Dies passiert in der Regel, wenn die Schnitttiefe zu tief für die Steifigkeit Ihres Rahmens oder das Drehmoment Ihrer Spindel eingestellt ist.
- Die Lösung: Reduzieren Sie Ihre Schnitttiefe pro Schnitt. Für Hobby- oder Desktop-Setups ist eine konservative Schnitttiefe (wie 3 mm oder weniger pro Schnitt) die strukturelle Belastung verringert, den Motor schützt und verhindert, dass das Bit bricht.
Raue oder gesplitterte Unterkanten
Wenn die obere Fläche großartig aussieht, aber die Unterkante Ihrer 19 mm Sperrholz stark ausfranst und gesplittert ist, verwenden Sie wahrscheinlich die falsche Werkzeuggeometrie für einen einzigen Durchgang Ausbruch oder den letzten Durchgang durch das Material.
- Die Lösung: Wechseln Sie Ihren Standard Geradfräser or Spiralnutfräser zu einem hochwertigen Spannbohrerset. Kompressionsgeometrie zieht Späne nach oben an der Unterseite und drückt nach unten an der Oberseite, was auf beiden Seiten dicker Platten perfekt scharfe, sandwich-saubere Kanten ergibt.
Benötigen Sie eine stabile CNC-Holzfräse, die für die Produktion von 19 mm Platten geeignet ist? Angebot anfordern mit Angaben zu Plattengröße, Spindelspezifikation und täglichen Schichtstunden.