
Bir CNC Router'ın Eğrileri Nasıl Çevirir
Başlamak için pürüzsüz yaylar sayısal tasarımdan fiziksel bir ahşap parçasına, makine kusursuz bir çeviri sürecine dayanır. Her şey tasarım yazılımınızda başlar ve motor komutlarının hassas şekilde ateşlenmesiyle sona erer.
Vektör Oluşumu: CAD/CAM Yazılımı ve Bezier Eğrileri
Her eğimli kesim, içinde bir vektör yolu olarak başlar CAD/CAM araç yolları yazılımınızda. Piksel kullanmak yerine, bu programlar Bezier eğrileri kullanır—bağlantı noktaları ve kontrol tutamaçlarıyla tanımlanan matematiksel formüller.
- Tasarım Aşaması: Düzgün, sürekli bir çizgi çizersiniz.
- CAM Aşaması: Yazılım, o çizginin tam uzaysal koordinatlarını hesaplar. Router uç merkezinin, o şekli kazmadan taklit etmek için nasıl hareket etmesi gerektiğini belirler.
G-Kodu Komutları: Gerçek Yaylar mı Yoksa Parçalanmış Eğriler mi
Tasarım tamamlandıktan sonra, CAM yazılımı görsel çizgileri G-kodu, CNC makinelerinin evrensel dili olan G koduna derler. Bu kodun nasıl üretildiği, kenarınızın mükemmel derecede düzgün mü yoksa dişli bir dur işareti gibi mi görüneceğini belirler.
| G-Kodu Komutu | Kesme Hareketi | Görsel Sonuç |
|---|---|---|
| G02 / G03 | Gerçek Yay Komutları (Saat Yönünde / Saat Yönünün Tersinde) | Tamamen akışkan, sürekli pürüzsüz yaylar |
| G01 | Doğrusal Enterpolasyon (Düz çizgiler) | Küçük doğru segmentlerden oluşan yüzeyli, pürüzlü kenarlar |
Yüksek performanslı CNC sistemleri gerçek yay komutları kullanır (G02 saat yönünde ve G03 saat yönünün tersine eğriler için). Bir daireyi binlerce küçük doğru parçasına bölmek yerine (G01 komutlar), G02 ve G03 makine kontrol sistemine yay merkez noktası ve yarıçapını tam olarak söyler. Bu, X ve Y eksenlerinin mükemmel uyum içinde hızlanıp yavaşlamasını sağlar, pürüzsüz adımların önüne geçer ve makine tablasından hemen çıkmış kusursuz, perakende hazır kenar profili sunar.
Kavisli CNC Kesimler için Doğru Takım Seçimi

Standart düz kesimler affedici olsa da, yaylar belirli uç seçimleri ve takım yolu stratejileri gerektirir, titreşim izleri ve pürüzlü kenarları önlemek için.
Hızlandırma ve Bitirme Stratejisi
Kusursuz eğriler için iki geçişli sistem zorunludur. Derin bir yarıçapı tek seferde kesmeye çalışmak, takımı saptırır ve yay profilini bozar.
- Hızlandırma Geçişi: Ağır bir araç yolu kullanarak küçük bir miktarda malzeme (yaklaşık 0,5mm ile 1mm arasında) bırakır. Bu, kesme kuvvetlerinin büyük kısmını emer.
- Bitirme Geçişi: Temiz bir şekilde kullanır bitirme kesici kalan stoğu tam derinlikte kaldırmak için, mükemmel pürüzsüz ve boyutsal olarak doğru bir yay oluşturur.
Yukarıya doğru Spiral vs. Düz Router Ucu
Arasında seçim yaparken yukarıya doğru spiral ucu veya düz router ucu derin yarıçap kesimlerinde çip temizliği nasıl yönetildiğine bağlıdır.
| Bıçak Türü | Eğrilmelerde Performans | En İyi Kullanım Durumu |
|---|---|---|
| Yukarıya doğru Spiral Ucu | Mükemmel. Çipleri anında yukarı ve dışarı çeker, ısı birikimini önler. | Derin yaylar, gömme ve ağır malzeme kaldırma işlemleri. |
| Düz Router Ucu | Orta. Sıkı yarıçap eğriliklerde çipleri temizleme konusunda zorlanır, yanma riskini artırır. | Shallow cuts or basic profiling where downward pressure isn't required. |
Yüksek hacimli üretim için, endüstriyel sınıf bir kullanmak kullanıcıya wind makinenin bu spiral kuvvetleri eğilmeden karşılaması için gereken rijitliği korumasını sağlar.
Profiller için Özel Takım İmkanları
Standart uçlar karmaşık, üç boyutlu eğrilikleri karşılayamaz. Gelişmiş profil oluşturma için özel geometriler gereklidir:
- Top Uçlar: 3D konturlu yüzeyler ve akıcı akışkan eğriler için vazgeçilmezdir. Yuvarlak burun, araç yolu çizgileri arasındaki keskin adımları ortadan kaldırır.
- Desen Ucu ve Temizleme Ucu Seçenekleri: Ana CNC işlemi sonrası genellikle bağlantı noktalarını temizlemek veya ana şablona uyum sağlamak için kullanılır.
Malzeme Özel Takım Seçimi
Farklı ana malzemeler, eğimli kesimlerin torsiyonel kuvvetlerine farklı tepki verir.
- MDF: Yüksek aşındırıcıdır ancak taneli yapısı yoktur. Kenarları net tutmak ve bulanık üst yüzeyleri önlemek için karbür uçlu aşağı yönlü veya sıkıştırma spiral uçlar kullanın.
- Kontrplak: Lamine boyunca ayrışma ve kırılmaya eğilimlidir. Burada ideal olan sıkıştırma ucu kullanmaktır çünkü üst ve alt katmanları levhanın merkezine doğru zorlar.
- Döşeme Ahşaplar: Damar yönü sürekli olarak bir eğri boyunca değişir. Keskin, çok dişli yukarı yönlü spiral uçlar kullanarak değişen damar açılarını düzgün bir şekilde kesebilir ve ahşap liflerini yırtmadan temizleyebilirsiniz.
Eğrilerde Ahşap Damarı Sorununun Aşılması

Ağaçta düz bir çizgi kesmek öngörülebilirdir, ancak eğimli bir yol, aracınızın ahşap liflerine göre sürekli yön değiştirmesini gerektirir.
Bir Eğrinin Geometrisi
Bir CNC router yarıçapı uygularken, uç sürekli olarak üç farklı damar yapısı üzerinden döner:
- Yüz Tanesi: Bıçağın lifleri kolayca kesen stabil üst yüzeyi.
- Kenar Tanesi: Liflerin kesime paralel şekilde uzandığı yan profil.
- Uç Kabağı: Kırılgan alan, matkap ucu açık, dikey saman benzeri liflere doğrudan vurduğunda oluşur.
Alet yolu hızla kenar tanelerinden uç kabağa geçiş yaptığı için, kesme kuvvetleri anında değişir. Eğer alet yolu parametreleri veya takımlar yanlışsa, bu geçiş çıkış yarıçapı boyunca ciddi yırtılma ve kırıklar oluşturur.
Uç Kabağı Patlamasını Önleme
Başarmak pürüzsüz yaylar malzemenin bölünmeden kesilmesi, proaktif bir alet yolu programlaması ve alet bakımı gerektirir.
- Segmentli Kesim Yönleri: Tam bir daireyi tek seferlik sürekli döngüde kesmek yerine, CAD/CAM alet yollarınızı yay çizgisini bölmek için programlayın. Bıçağın her zaman desteklenen liflere doğru kesmesini sağlamak için farklı segmentlerde aşağı doğru kesim yapın.
- Aleti Keskin Tutun: Donuk bir matkap ahşaba zarar verirken, temiz bir katı karbür kesici temiz keser. Otomatik torna ve özel eğimli profiller için, router çalışmanızı özel bir CNC ahşap torna ile eşleştirmek yüksek verimli, patlamasız dairesel parçalar da üretebilir.
- Sınır Çizgisi Çizin: Dış çevreyi hafif bir başlangıç yukarı kesim geçişiyle çizerek, tam derinlikte kaba kesimlere geçmeden önce çizebilirsiniz. Bu, ahşap liflerini yakalar ve kaldırmalarını engeller.
Sorunsuz Yaylar İçin Besleme, Hız ve Kesim Yönü
İyi kesilmiş yaylar elde etmek için ahşap router cnc ile eğri kesmek alet yollarınız üzerinde hassas kontrol gerektirir. Bir eğrinin dinamik doğası, makinenizin sürekli yön değiştirmesi anlamına gelir ve bu da doğrudan kenar kalitesini etkiler. Kesim yönünüzü ve besleme hızlarınızı dengelemek, yüzey kusurlarını ortadan kaldırmanın tek yoludur.
Yukarı Kesim (Climb Cutting) ile Geleneksel Frezeleme Arasındaki Fark
Router ucu ahşaba nasıl temas ettiğinizi seçmek, temiz bir kenar mı yoksa bozuk bir iş parçası mı elde edeceğinizi belirler.
- Tırnak Kesimi: Yönlendirme ucu, besleme yönüyle döner. Kavisli profillerde bu, önemli ölçüde son taneli kırılma ve yüzey kalitesinde üstün sonuçlar sağlar. Ancak, aletin malzemeye çekilmesini önlemek için rijit bir makine gerektirir.
- Geleneksel Frezeleme: Uç, besleme yönünün tersine döner. Daha hafif CNC çerçevelerde daha fazla stabilite sağlasa da, genellikle daha pürüzlü kenarlar ve titreşim izleri ile sonuçlanır, çünkü alet dar yarıçaplarda farklı taneli yönler arasında geçiş yapar.
| Kesme Stratejisi | Kavisler için Artılar | Kavisler için Eksiler | En İyi Kullanım Amacı |
|---|---|---|---|
| Tırnak Kesimi | Kırılmayı ortadan kaldırır, kusursuz bir yüzey bırakır | Yüksek makine rijitliği gerektirir | Dış profiller, son rötuş geçişleri |
| Geleneksel Frezeleme | Aleti stabilize eder, eğilmeyi azaltır | Parçalanma riskini yüksek seviyeye çıkarır son taneli | Hırpalanma geçişleri, derin oyuk açma |
Besleme Hızı Esnekliği Yönetimi
Bir CNC router düz bir çizgi keserken, sürekli bir şekilde tutmak makine hızı ve besleme hızı açık ve net. Ancak, dar iç eğriliklerde gezinirken, makinenin doğrusal hızı yavaşlar, döner milin dönüş hızı ise aynı kalır.
Bu yavaşlama büyük bir sorunu beraberinde getirir: durma izleri ve ahşap yanması. Matkap çok uzun süre bir noktada durduğunda, sürtünme hızla artar. Gelişmiş CAD/CAM araç yolları adaptif besleme hızlarını kullanmalı, bu hızlar dar köşelerde otomatik olarak düşerken, kesici mil devir hızını ayarlayarak talaş yükünü tutarlı tutar, böylece tüm yay boyunca yanma olmadan, düzgün bir kenar sağlar.
Kavisli ve eğimli parçalar için İşleme Tutma Stratejileri
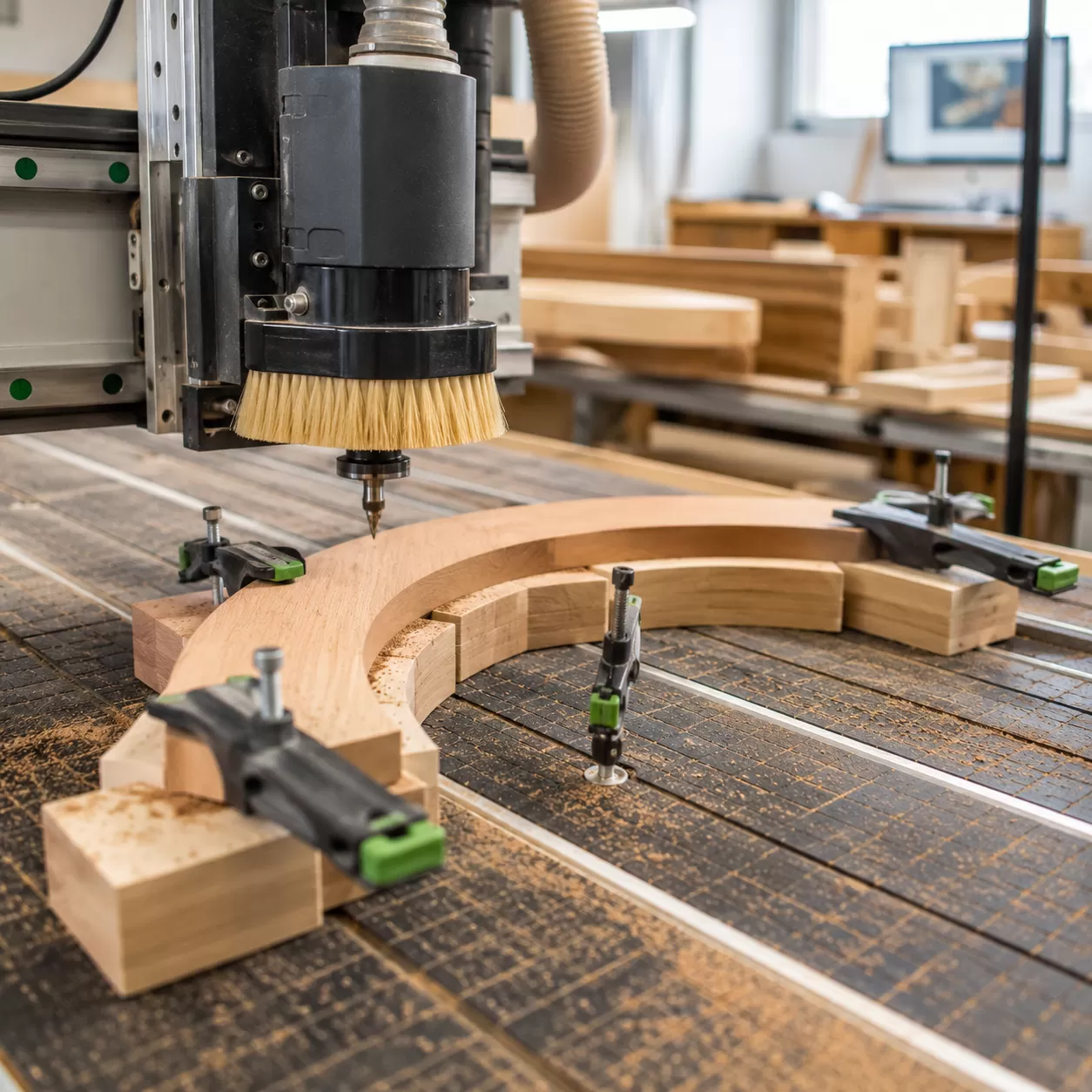
CNC ahşap freze makinesinde eğri kesmek, malzemenizin ortasında kolayca kaymasına neden olabilecek benzersiz yan kuvvetler oluşturur. Standart kelepçeleme, karmaşık radyuslar keserken yetersiz kalabilir, bu nedenle doğruluk ve güvenliği sağlamak için özel işleme tutma stratejileri şarttır.
Parça Serbest Bırakma ve İnce Kesimlerin Tehlikesi
Ahşap freze makinesi eğri keserken, soğan kabuğu veya son geçiş ana parçayı atık malzemeden ayırır. Bu garip, hilal şeklindeki kesimler, dönen matkap tarafından yakalanırsa anında tehlikeli projeye dönüşebilir. Daha da kötüsü, ana parça biraz bile kayarsa, tüm iş parçası mahvolur. Güvenli işleme tutma, hem bitmiş kavisli parçanın hem de hurda malzemenin tamamen hareketsiz kalmasını sağlar.
CNC Eğri Kesimler için Profesyonel Sabitleme Yöntemleri
Temiz ve kesintisiz yaylar elde etmek için, fiziksel kelepçelerle çarpışmadan, endüstriyel operatörler dört temel tutma tekniğine güvenir:
- Vakum Podları: Özel eğimli bileşenler için idealdir. İş parçasını ana matris tablasından yukarı kaldırır, böylece freze bıçağı temiz profil kenarları keserken, koruyucu levhayı işaretlemeden keser.
- Derinlik (Soğan Kabuklama): Bu CAM stratejisi ilk geçişte ultra ince bir malzeme tabakası (yaklaşık 0.5mm) bırakır. Kabuk, vakum sızdırmazlığını korur ve parçayı sabit tutar, ardından sadece hızlı bir maket bıçağıyla kesim yapılır.
- Tutma Çubukları: Küçük, stratejik olarak yerleştirilmiş ahşap köprüler, eğimli parçayı hurda alanına bağlar. Yüksek hızda işleme sırasında parçayı rijit tutar ve daha sonra kolayca zımparalanabilir.
- Çift Taraflı CNC Bant: Vakum bağlantıları bulunmayan küçük, karmaşık eğriler veya prototipler için mükemmeldir. Yanal kesme kuvvetlerine karşı yüksek kayma direnci sağlar.
Bu sistemleri kalite ile korumak CNC router parçaları sürekli vakum basıncı ve sert mekanik kelepçe sağlar, parça hareketini önler ve her seferinde kusursuz eğimli kenarlar garantiler.
ProMach Avantajı

Kusursuz doğrulukla eğriler kesmek için bir ahşap router CNC'ye ihtiyacınız olduğunda, makine rijitliği her şeydir. Düz bir çizgi kesmek nispeten basittir, ancak gerçek ve düzgün bir yay interpolasyonu, birden fazla eksen arasında sıkı koordinasyon gerektirir. Makinedeki herhangi bir yapısal zayıflık, hemen bitmiş ahşap işinizde kusurlara neden olur.
Neden Makine Çerçevesi Esnemesi Yayları Bozar
Bir CNC makinesi yapısal kütleye sahip değilse, yön değiştirme sırasında oluşan fiziksel kuvvetler çerçeveyi eğriltir. Bu makine çerçevesi esnemesi, mikro titreşimler ve eğimli profilleriniz boyunca pürüzlü, keskin adımlar oluşturur. Akışkan, sürekli bir tarama yerine, araç yolu küçük, görünür düzlemlere dönüşür ve bunların düzeltilmesi için kapsamlı manuel zımpara gerekir.
ProMach Mühendislik Çözümleri
Biz mühendislik yapıyoruz CNC işleme merkezleri ağır hizmet tipi, tamamen çelik kaynaklı çerçeveleri ile stres giderme işlemi uygulanmış olup, yapısal esnemeyi tamamen ortadan kaldırır. Bu sert temel, ekipmanımızın yüksek hızda işleme sırasında bile son derece hassasiyeti korumasını sağlar.
- Yüksek Güçlü Mil Sistemleri: Kesim boyunca sürekli tork sağlar, ahşap yanması veya sıkı yarıçap geometrisinde takım titreşimini önleyen RPM düşüşlerini engeller.
- Gelişmiş Servo Kontrol Sistemleri: Gerçek zamanlı kapalı döngü geri bildirim sağlar, X ve Y eksenlerinin mükemmel senkronizasyonla hareket etmesini sağlayarak kusursuz geometrik daireler ve karmaşık vektör eğrileri oluşturur.
- Titreşim Absorpsiyonu: Endüstriyel şasinin kütlesi kesim harmoniklerini emer, router ucunun ahşap damar yönlerindeki değişikliklerde mükemmel stabil kalmasını sağlar.
CNC Ahşap Router ile Eğri Kesimi Hakkında Sıkça Sorulan Sorular
Standart bir ahşap router CNC, dişli kenar bırakmadan eğriler kesebilir mi?
Evet, yüksek kaliteli kullanıcıya wind kusursuz pürüzsüz yaylar kesebilir ve dişli veya fasetli kenarlar bırakmaz. Dişli kenarlar genellikle CAD tasarımları kısa, düz çizgiler (G01 komutları) olarak dışa aktarılırken olur, gerçek yay komutları (G02/G03) yerine. Kusursuz eğriler elde etmek için, CAM yazılımınızın gerçek yaylar çıkardığından emin olun ve makinenizin yapısal rijitliğe sahip olması, yön değiştirmeleri sırasında mikro titreşimleri ortadan kaldırır.
Kontrplakta pürüzsüz yaylar kesmek için en iyi router ucu nedir?
Kontrplakta eğri kesimler yapmak için, yukarıya doğru spiral ucu veya özel bir sıkıştırma frezesi en iyi seçimdir. Düz bir router frezesi, dar yarıçaplarda ısı ve talaşları hapsetme eğilimindedir, oysa spiral tasarım sürekli olarak talaşları kesimden yukarı doğru çeker. Karmaşık 3D eğriler veya konturlu profiller işliyorsanız, top uçlu kesici veya özel bir bitirme kesici zımparalama sonrası montaj işinizi en aza indirerek düzgün yüzeyler elde edeceksiniz.
CNC ile sıkı iç eğriliklerde ahşap yanmadan nasıl durdurabilirim?
Alet çok uzun süre bir noktada durduğunda, aşırı sürtünme üreterek ahşap yanar. CNC router, sıkı iç eğrilikleri takip ederken hızını yavaşlatıyorsa, ayarınızı yapmalısınız makine hızı ve besleme hızı.
Yoğun malzemelerde yanmayı önlemek için MDF veya katı sert ahşaplarda, bu stratejileri kullanın:
- Mili Hızını Düşürün: Köşeler için makine yavaşlarken RPM'yi düşürün.
- Döngüsel Takip Yolları Kullanın: Aleti, köşeyi aniden durdurmak yerine geçip geçmeye programlayın.
- Keskin Takım Kullanımı Sağlayın: Bıçağın köreltici olması ısıyı anında üretir; her zaman keskin ve temiz kesiciler kullanın.
Kavisli profillerde tırnak kesimi mi yoksa geleneksel frezeleme mi kullanmalıyım?
Kavisli ahşap parçalar üzerinde en temiz kenar bitişi için her iki yöntemin kombinasyonu en iyisidir.
| Kesim Yöntemi | En İyi Kullanım Amacı | Kavislerde Avantajlar |
|---|---|---|
| Tırnak Kesimi | Çoğu ahşap damarında son rötuşlar | Ortadan kaldırır son taneli yırtılma ve düzgün bir yay bırakır. |
| Geleneksel Frezeleme | Hızlı kesimler ve derin kazım | Ağır malzemelerde takım sapmasını azaltır ve kesimi stabilize eder. |
Karmaşık şekillerde frezeleme yaparken, konvansiyonel frezeleme ile bir kaba talaş alma işlemi ve ardından 0,5 mm'lik ince bir yüzey işleme geçişi ileri talaş kaldırma yapmak, çapak izleri olmadan kusursuz bir yüzey kalitesi garanti eder. Özel mobilya üretimi için, optimize edilmiş takım yollarına sahip özel mobilya CNC yönlendiricisi kurulumlar kullanmak, tüm lif yönlerinde en temiz sonuçları verecektir.

